
Bluesint PA 12 recycling
Bluesint PA 12 is a more sustainable rapid prototyping alternative to the PA 12 SLS material. Previously, prototyping with traditional laser sintering meant that about 70% of the unsintered powder became waste. But with Bluesint PA 12, we can use that unsintered powder to build brand-new parts. The result is a printed part with mechanical properties similar to traditional PA 12 but printed with 100% re-used powder, reducing carbon footprint by about 30%.
Why Bluesint PA 12?
- 32% carbon emission reduction (related to powder production)
- Made with 100% re-used powder
- Reduced waste
- Mechanical properties similar to traditional PA 12
Learn more about this material's value in sustainability chevron_right
Technical Specifications
| Standard lead time | Minimum of 5 working days, depending on part size, number of components and finishing degrees |
| Standard accuracy | ±0.3% (with lower limit on ±0.3 mm) |
| Layer thickness | 0.12 mm |
| Minimum wall thickness | 1.5 mm |
| Minimum detail | 1 mm |
| Minimum clearance | 0.6 mm between parts that need to be assembled |
| Maximum part dimensions | 310 x 150 x 430 mm (online & offline orders) |
| Interlocking or enclosed parts? | No |
| Surface structure | Unfinished parts typically have a grainy and layered surface. |
Datasheet
| MEASUREMENT | VALUE | STANDARD |
|---|---|---|
| Density | 0.95 ±0.03 g/cm³ | |
|
Tensile Strength |
45 MPa ±7 MPa |
DIN EN ISO527 |
|
Tensile Modulus |
1570 MPa |
DIN EN ISO527 |
|
Elongation at Break |
17% ±7 % |
DIN EN ISO527 |
|
Flexural Modulus |
1150 MPa |
ASTM D790 |
|
Izod – Impact strength |
28 ±8 kJ/m² |
DIN EN ISO180 |
|
Izod - Notched Impact Strength |
4.9 ±0.7 kJ/m² |
DIN EN ISO180 |
|
Ball Indentation Hardness |
77.6 ±2 |
DIN EN ISO2039 |
|
Shore D/A-hardness |
D75 |
DIN 53505 |
|
Melting Temperature |
176°C |
ISO 11357-1/-3 |
Actual values may vary with build condition.
Please note that values are measured after conditioning.
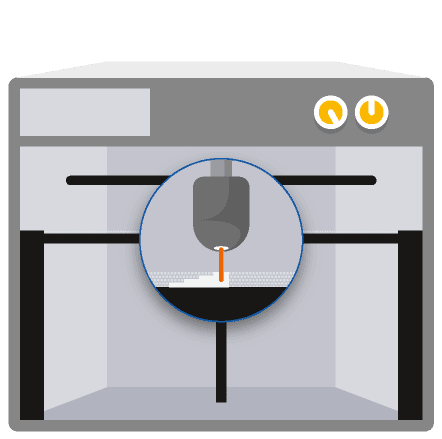
How Does Laser Sintering Work?
Laser Sintering is a laser-based technology that uses solid powder materials, typically plastics. A computer-controlled laser beam selectively binds together particles in the powder bed, by raising the powder temperature above the glass transition point after which adjacent particles flow together. As the powder is self-supporting, no support structures are necessary.
")

