
Bluesint PA 12 recycling
Bluesint PA 12 ist eine nachhaltigere Rapid-Prototyping-Alternative zum PA 12 SLS-Material. Bisher bedeutete das Prototyping mit traditionellem Lasersintern, dass etwa 70 % des ungesinterten Pulvers als Abfall anfielen. Aber mit Bluesint PA 12 können wir dieses ungesinterte Pulver verwenden, um brandneue Teile zu bauen. Das Ergebnis ist ein gedrucktes Bauteil mit ähnlichen mechanischen Eigenschaften wie herkömmliches PA 12, das jedoch mit 100 % wiederverwendetem Pulver gedruckt wird, wodurch der CO2-Fußabdruck um etwa 30 % reduziert wird. Mehr erfahren
Warum sollten Sie sich für Bluesint PA 12 entscheiden?
- 32% Reduktion des CO2-Ausstoßes (bezogen auf Pulverproduktion)
- Zu 100% aus recyceltem Pulver hergestellt
- Minimiert Abfall
- Mechanische Eigenschaften vergleichbar mit herkömmlichem PA 12
Erfahren Sie mehr über dieses nachhaltige Material chevron_right
Technische Daten
| Standardvorlaufzeit | Mindestens 5 Werktage, abhängig von der Größe des Bauteils, Anzahl der Komponenten und dem Grad der Oberflächenendbearbeitung (Offline-Bestellungen) |
| Standardgenauigkeit | ±0,3 % (mit dem unteren Grenzwert bei ±0,3 mm) |
| Schichtstärke | 0,12 mm |
| Mindestwandstärke | 1.5 mm |
| Minimale Detailgröße | 1 mm |
| Mindesabstand | 0,6 mm zwischen Teilen, die zusammengebaut werden mü |
| Maximale Bauteilabmessungen | 310 x 150 x 430 mm (Offline-Bestellungen) |
| Oberflächenstruktur | Unfertige Bauteile weisen in der Regel eine gekörnte und stufige Oberfläche auf. |
Datenblatt
| MEASUREMENT | VALUE | STANDARD |
|---|---|---|
| Density | 0.95 ±0.03 g/cm³ | |
|
Tensile Strength |
45 MPa ±7 MPa |
DIN EN ISO527 |
|
Tensile Modulus |
1570 MPa |
DIN EN ISO527 |
|
Elongation at Break |
17% ±7 % |
DIN EN ISO527 |
|
Flexural Modulus |
1150 MPa |
ASTM D790 |
|
Izod – Impact strength |
28 ±8 kJ/m² |
DIN EN ISO180 |
|
Izod - Notched Impact Strength |
4.9 ±0.7 kJ/m² |
DIN EN ISO180 |
|
Ball Indentation Hardness |
77.6 ±2 |
DIN EN ISO2039 |
|
Shore D/A-hardness |
D75 |
DIN 53505 |
|
Melting Temperature |
176°C |
ISO 11357-1/-3 |
Tatsächliche Werte können je nach Baubedingungen abweichen.
Beachten Sie, dass die Messung der Werte nach der Temperung erfolgt.
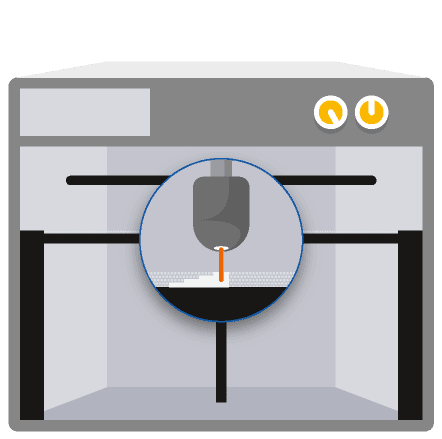
Lasersintern – Wie funktioniert es?
Lasersintern ist eine laserbasierte Technologie, die solide Pulvermaterialien verwendet, in der Regel Kunststoffe. Ein computergesteuerter Laserstrahl bindet die Partikel im Pulverbett selektiv, indem die Pulvertemperatur über die Glasübergangstemperatur hinaus erhöht wird, bei der benachbarte Partikel ineinander fließen. Da das Pulver selbsttragend ist, sind keine Stützstrukturen erforderlich.
")

