Pulverbasierter 3D-Druck, ohne Laser
HP sorgte für Aufregung in der Welt des 3D-Drucks, als das Unternehmen die Multi Jet Fusion (MJF) Technologie vorstellte. Entdecken Sie die neue Technologie, die ideal für kurze Vorlaufzeiten, geringe Porosität und hervorragende Oberflächenqualität bei funktionalen Prototypen und Kleinserien geeignet ist.
Warum Multi Jet Fusion?
Multi Jet Fusion verwendet feinkörniges Material, das ultradünne Schichten von 80 Mikrometern ermöglicht. Dadurch entstehen Teile mit hoher Dichte und geringer Porosität im Vergleich zu Teilen, die mit Lasersintern gefertigt werden. Außerdem entsteht eine außergewöhnlich glatte Oberfläche und Funktionsteile erfordern nur minimale Endbearbeitung. So werden die Vorlaufzeiten verkürzt, was ideal ist für funktionale Prototypen und Kleinserien von einsatzfähigen Teilen.
Ideale Anwendungen für Multi Jet Fusion
- Produktion komplexer Funktionsteile in geringer Stückzahl
- Prototypen für Eignungs- und Funktionstests
- Prototypen mit mechanischen Eigenschaften, vergleichbar mit denen von Spritzgussbauteilen
- Serien kleiner Komponenten als kostengünstige Alternative zu Spritzguss







Als stolzes Mitglied des HP Digital Manufacturing Network wurden wir von HP umfassend qualifiziert und für die herausragenden Leistungen unserer 3D-Produktions- und Qualitätsprozesse anerkannt.
Technische Daten
| Standardmäßige Vorlaufzeit |
4 Arbeitstage (Online- und Offline-Bestellungen) |
| Standardgenauigkeit |
PA12: ± 0,3% (mit dem unteren Grenzwert bei ± 0,3 mm) |
| Schichtstärke |
0,08 mm |
| Mindestwandstärke |
1 mm, aber Scharniere sind mit 0,5 mm möglich |
| Maximale Bauraum |
370 x 274 x 375 mm |
| Oberflächenstruktur |
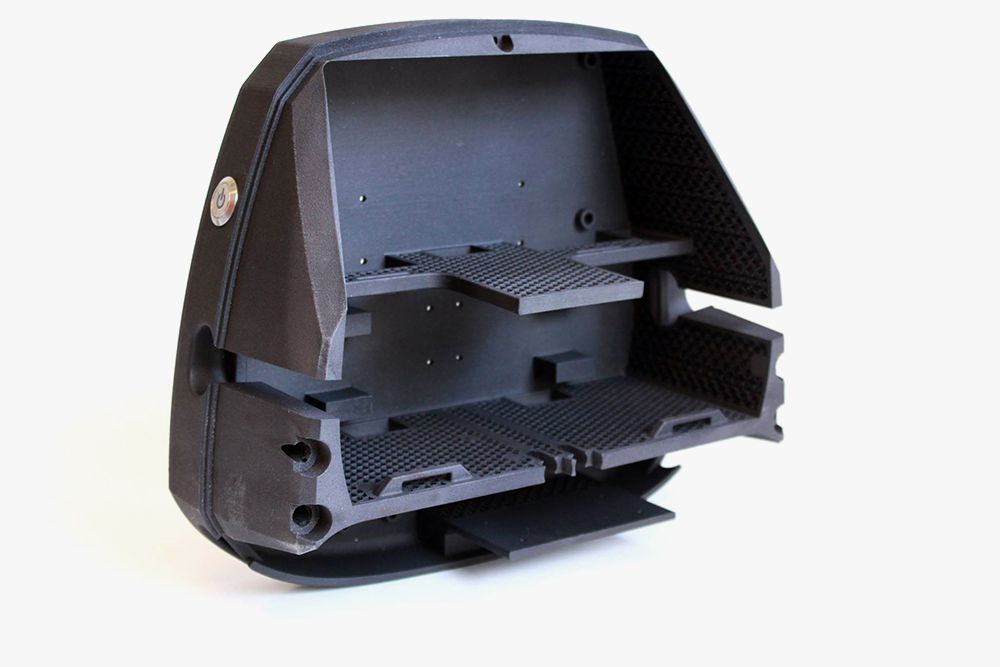
Unbearbeitete Teile haben normalerweise eine weiche Oberfläche ohne sichtbare Schichten und eine steingraue Farbe. Multi Jet Fusion-Teile können sandgestrahlt und gefärbt/imprägniert werden. |


Ihr 3D-Druck-Toolkit




Wie funktioniert Multi Jet Fusion?
Multi Jet Fusion ist eine Technologie auf Pulverbasis, die jedoch keine Laser erfordert. Das Pulverbett wird von Anfang an gleichmäßig erhitzt. Eine wärmeleitende Flüssigkeit wird eingespritzt, wenn Partikel selektiv geschmolzen werden müssen, und eine wärmehemmende Flüssigkeit wird um die Konturen gespritzt, um für scharfe Kanten und eine gute Oberflächenqualität zu sorgen. Während Lampen über die Oberfläche des Pulverbetts bewegt werden, nimmt das eingespritzte Material die Wärme auf und die gleichmäßige Verteilung wird unterstützt.
3D-Modell
Punktgenau werden Fusion-Agent und Detailing-Agent aufgebracht und schmelzen Pulverpartikel für erhöhte Auflösung

Oberfläche wird permanent belichtet; das durch die Agenten benetzte Material nimmt die Wärme auf und verteilt sie
Mit diesem Prozess wird Schicht um Schicht das Bauteil aufgebaut
Das überschüssige Pulver wird entfernt
Das Bauteil ist fertig