Ultrasint TPU 90A-01, ein thermoplastisches Polyurethan, ist ein sehr variabler und flexibler Werkstoff mit hoher Reißdehnung. Ultrasint TPU 90A-01 kombiniert dauerhafte Elastizität mit hoher Verschleiß- und Abriebfestigkeit und ist somit ideal für die Prototypenentwicklung sowie Fertigungsanwendungen geeignet, bei denen eine gute Stoßdämpfung und eine gummiartige Elastizität über einen weiten Temperaturbereich gefragt sind. Ultrasint TPU 90A-01 wird zusammen mit der Multi Jet Fusion-Technologie eingesetzt und ermöglicht glattere Oberflächen und hohen Detailreichtum.
Technische Daten
| Standardvorlaufzeit | Mind. 4 Werktage (gilt für Online- und Offline-Bestellungen) |
| Standardgenauigkeit | ±0,9 % (XY) bis ±1,8 % (Z) mit Untergrenzen von ±1 mm (XY) bis ±1,5 mm (Z) |
| Schichtstärke | 0,1 mm |
| Mindestwandstärke | 1 mm |
| Maximale Bauteilabmessungen | 370 x 274 x 375 mm (gilt für Online- und Offline-Bestellungen) |
| Ineinandergreifende oder eingeschlossene Bauteile? | Ja |
| Oberflächenstruktur | Oberflächenstruktur Bauteile ohne Endbearbeitung weisen für gewöhnlich eine glatte Oberfläche ohne sichtbare Schichten und mit steingrauer Farbe auf. |
Datenblatt
| GEMESSENER PARAMETER | WERT X Y | WERT Z | NORM | |
|---|---|---|---|---|
| Dichte | 1.1 | 1.1 | g/cm³ | |
| Shore Härte A | 88 | 88 | DIN ISO 7619-1 | |
| Zugfestigkeit | 9 | 7 | MPa | DIN 53504, S2 |
| Bruchdehnung | 220 | 120 | % | DIN 53504, S2 |
| Zugmodul | 75 | 85 | MPa | ISO 527-2, 1A |
| Biegemodul | 75 | 75 | MPa | DIN EN ISO 178 |
| Reißfestigkeit (Trouser) | 20 | 16 | kN/m | DIN ISO 34-1, A |
| Reißfestigkeit (Graves) | 36 | 32 | kN/m | DIN ISO 34-1, B |
| Druckverformungsrest B (23°C, 72h) | 20 | 20 | % | DIN ISO 815-1 |
| Rückprallelastizität | 63 | 63 | % | DIN 53512 |
| Abriebwiderstand | 140 | 100 | mm3 | DIN ISO 4649 |
| Charpy Kerbschlagzähigkeit (23°C) | Partial Break | No Break | DIN EN ISO 179-1 | |
| Charpy Kerbschlagzähigkeit (-10°C) | 21 | 29 | kJ/m2 | DIN EN ISO 179-1 |
| Dauerbiegeprüfung nach Rossflex (100k Zyklen 23°C) | No Cut Growth | ASTM D1052 | ||
| Dauerbiegeprüfung nach Rossflex (100k Zyklen -10°C) | No Cut Growth | ASTM D1052 | ||
| Vicat/ A (10N) | 84 | 96 | °C | DIN EN ISO 306 |
| Schmelztemperatur | 120 – 150 | 120 – 150 | °C | ISO 11357 (20K/min) |
Tatsächliche Werte können je nach Baubedingungen abweichen
Wie funktioniert Multi Jet Fusion?
Multi Jet Fusion ist eine Technologie auf Pulverbasis, die jedoch keine Laser erfordert. Das Pulverbett wird von Anfang an gleichmäßig erhitzt. Eine wärmeleitende Flüssigkeit wird eingespritzt, wenn Partikel selektiv geschmolzen werden müssen, und eine wärmehemmende Flüssigkeit wird um die Konturen gespritzt, um für scharfe Kanten und eine gute Oberflächenqualität zu sorgen. Während Lampen über die Oberfläche des Pulverbetts bewegt werden, nimmt das eingespritzte Material die Wärme auf und die gleichmäßige Verteilung wird unterstützt.
3D-Modell
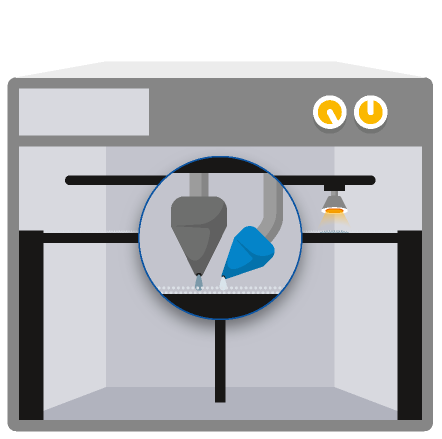
Punktgenau werden Fusion-Agent und Detailing-Agent aufgebracht und schmelzen Pulverpartikel für erhöhte Auflösung

Oberfläche wird permanent belichtet; das durch die Agenten benetzte Material nimmt die Wärme auf und verteilt sie
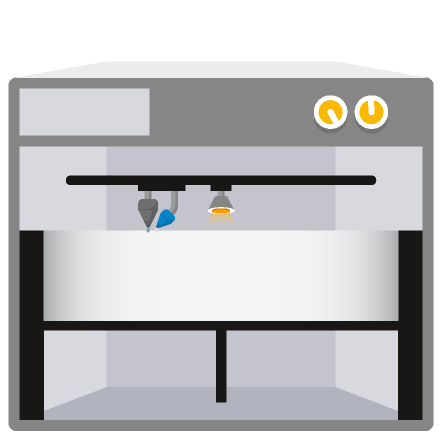
Mit diesem Prozess wird Schicht um Schicht das Bauteil aufgebaut
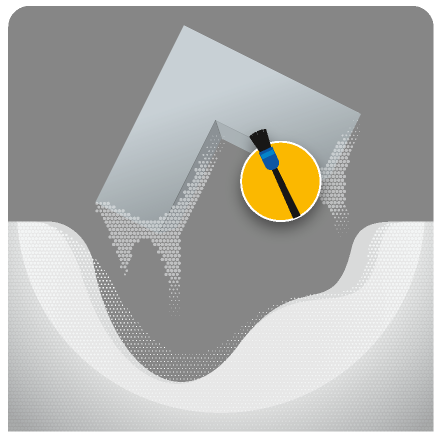
Das überschüssige Pulver wird entfernt
Das Bauteil ist fertig


