Il poliuretano termoplastico Ultrasint TPU 90A-01 è un materiale flessibile dalla massima funzionalità, con elevate caratteristiche di allungamento alla rottura. L'Ultrasint TPU 90A-01 unisce una elasticità permanente a una ottima resistenza all'usura e all'abrasione; tali caratteristiche lo rendono ideale per produzioni e prototipi che richiedono un ottimo assorbimento degli urti e un'elasticità simile alla gomma per un ampio range di temperature. Realizzato con la tecnologia Multi Jet Fusion, l'Ultrasint TPU 90A-01 offre superfici lisce e un'elevata precisione dei dettagli.
Specifiche tecniche
| Tempi di consegna standard | Minimo 4 giorni lavorativi (ordini online e offline) |
| Precisione standard | ±0,9% (XY) fino a ±1,8% (Z) con limite inferiore da ±1 mm (XY) a ±1,5mm (Z) |
| Spessore strato | 0.1 mm |
| Spessore minimo delle pareti | 1 mm |
| Dimensioni massime del pezzo | 370 x 274 x 375 mm (ordini online e offline) |
| Pezzi collegati o chiusi? | Sì |
| Struttura della superficie | I pezzi non finiti di norma presentano una superficie liscia, senza strati visibili, di colore grigio pietra. I pezzi Multi Jet Fusion possono essere sabbiati e colorati/impregnati. |
Scheda dati
| MISURAZIONE | VALORE X Y | VALORE Z | STANDARD | |
|---|---|---|---|---|
| Densità | 1.1 | 1.1 | g/cm³ | |
| Durezza Shore A | 88 | 88 | DIN ISO 7619-1 | |
| Resistenza alla trazione | 9 | 7 | MPa | DIN 53504, S2 |
| Allungamento alla rottura | 220 | 120 | % | DIN 53504, S2 |
| Modulo di tensione | 75 | 85 | MPa | ISO 527-2, 1A |
| Modulo a flessione | 75 | 75 | MPa | DIN EN ISO 178 |
| Resistenza alla lacerazione (Trouser) | 20 | 16 | kN/m | DIN ISO 34-1, A |
| Resistenza alla lacerazione (Graves) | 36 | 32 | kN/m | DIN ISO 34-1, B |
| Deformazione a compressione B (23°C, 72h) | 20 | 20 | % | DIN ISO 815-1 |
| Resilienza | 63 | 63 | % | DIN 53512 |
| Resistenza all'abrasione | 140 | 100 | mm3 | DIN ISO 4649 |
| Charpy Impact Strength (notched, 23°C) | Partial Break | No Break | DIN EN ISO 179-1 | |
| Charpy Impact Strength (notched, -10°C) | 21 | 29 | kJ/m2 | DIN EN ISO 179-1 |
| Rossflex testing (100k cicli, 23°C) | No Cut Growth | ASTM D1052 | ||
| Rossflex testing (100k cicli, -10°C) | No Cut Growth | ASTM D1052 | ||
| Vicat/ A (10N) | 84 | 96 | °C | DIN EN ISO 306 |
| Temperatura di fusione | 120 – 150 | 120 – 150 | °C | ISO 11357 (20K/min) |
I valori effettivi possono variare in funzione delle condizioni di produzione
Linee guida per la progettazione
Abbiamo raccolto qui i nostri migliori trucchi e suggerimenti, oltre alle buone pratiche che ti offriranno una buona base da cui partire. Se ti stai chiedendo se questo materiale permette di realizzare parti interconnesse o goffrature o se desideri semplicemente evitare i più comuni errori di progettazione, dai un’occhiata a questa guida pratica alla progettazione.
Il modello 3D
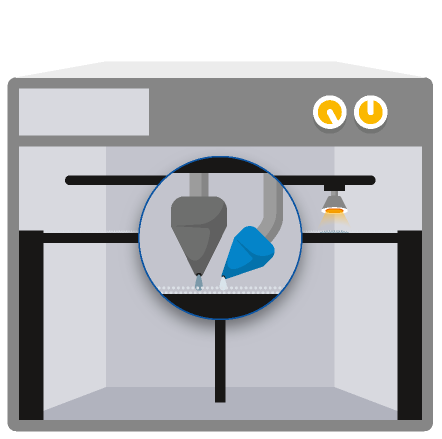
A fusing agent and a detailing agent are jetted to selectively melt powder particles and improve resolution

Lamps pass over the surface constantly, the jetted material captures and distributes the heat
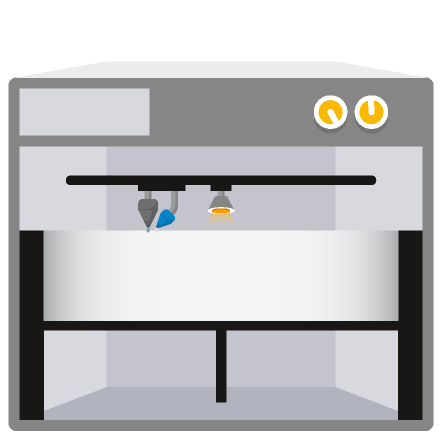
The process continues building up the part layer by layer
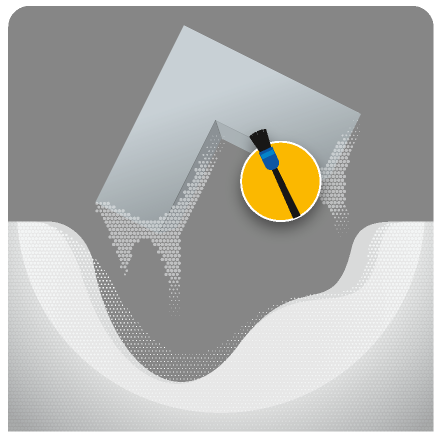
Rimozione della polvere e finitura della parte
La parte è finita


