Termoplastyczny poliuretan Ultrasint TPU 90A-01 to w pełni funkcjonalny i elastyczny materiał o wysokim wydłużeniu przy zerwaniu. Łączy on trwałą elastyczność z wysoką odpornością na zużycie i ścieranie, dzięki czemu jest doskonałym materiałem do prototypowania i produkcji, w których potrzebna jest dobra amortyzacja wstrząsów i elastyczność na miarę gumy w szerokim zakresie temperatur. Ultrasint TPU 90A-01 jest produkowany w technologii Multi Jet Fusion. Charakteryzuje się gładką powierzchnią i wysoką precyzją wykonania.
Parametry techniczne
| Standardowy czas realizacji | Przynajmniej 4 dni roboczych (dla zamówień online i offline) |
| Standardowa tolerancja | ±0.9% (XY) do ±1.8% (Z) z dolną granicą ±1mm (XY) do ±1.5mm (Z) |
| Grubość warstwy | 0.1 mm |
| Minimalna grubość ścianki | 1 mm |
| Maksymalne wymiary części | 370 x 274 x 375 mm (dla zamówień online i offline) |
| Zazębiające się lub zabudowane części? | Tak |
| Struktura powierzchni | Niewykończone części mają zwykle gładką powierzchnię w kamienno-szarym kolorze bez widocznych warstw. |
Specyfikacja
| MEASUREMENT | VALUE X Y | VALUE Z | STANDARD | |
|---|---|---|---|---|
| Density | 1.1 | 1.1 | g/cm³ | |
| Hardness Shore A | 88 | 88 | DIN ISO 7619-1 | |
| Tensile Strength | 9 | 7 | MPa | DIN 53504, S2 |
| Tensile Elongation at break | 220 | 120 | % | DIN 53504, S2 |
| Tensile Modulus | 75 | 85 | MPa | ISO 527-2, 1A |
| Flexural Modulus | 75 | 75 | MPa | DIN EN ISO 178 |
| Tear resistance (Trouser) | 20 | 16 | kN/m | DIN ISO 34-1, A |
| Tear resistance (Graves) | 36 | 32 | kN/m | DIN ISO 34-1, B |
| Compression set B (23°C, 72h) | 20 | 20 | % | DIN ISO 815-1 |
| Rebound resilience | 63 | 63 | % | DIN 53512 |
| Abrasion resistance | 140 | 100 | mm3 | DIN ISO 4649 |
| Charpy Impact Strength (notched, 23°C) | Partial Break | No Break | DIN EN ISO 179-1 | |
| Charpy Impact Strength (notched, -10°C) | 21 | 29 | kJ/m2 | DIN EN ISO 179-1 |
| Rossflex testing (100k cycles, 23°C) | No Cut Growth | ASTM D1052 | ||
| Rossflex testing (100k cycles, -10°C) | No Cut Growth | ASTM D1052 | ||
| Vicat/ A (10N) | 84 | 96 | °C | DIN EN ISO 306 |
| Melting temperature | 120 – 150 | 120 – 150 | °C | ISO 11357 (20K/min) |
Actual values may vary with build condition
Jak działa Multi Jet Fusion?
Multi Jet Fusion to technologia proszkowa, która nie stosuje lasera. Złoże proszkowe jest równomiernie ogrzewane na początku. Środek topiący jest wtryskiwany w miejscach, w których cząsteczki muszą być wybiórczo stapiane, a środek dekorujący jest wtryskiwany wokół konturów, aby poprawić rozdzielczość części. Gdy lampy przechodzą nad powierzchnią złoża proszkowego, wtryskiwany materiał przechwytuje ciepło i pomaga je równomiernie rozprowadzać.
Model 3D
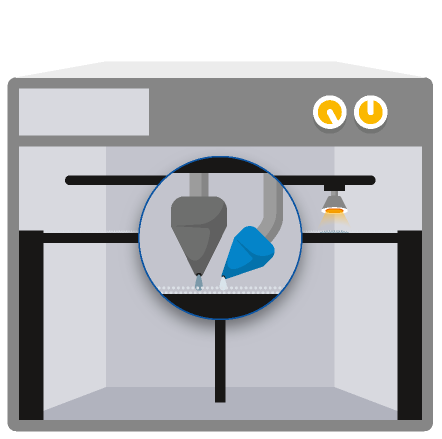
A fusing agent and a detailing agent are jetted to selectively melt powder particles and improve resolution

Lamps pass over the surface constantly, the jetted material captures and distributes the heat
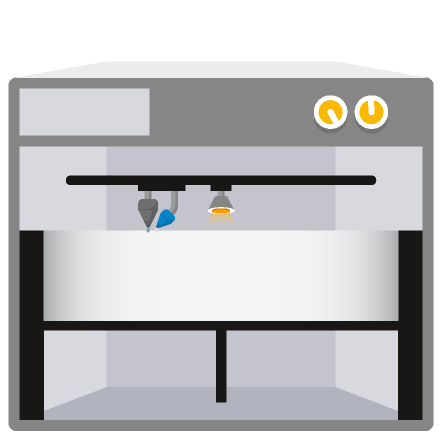
The process continues building up the part layer by layer
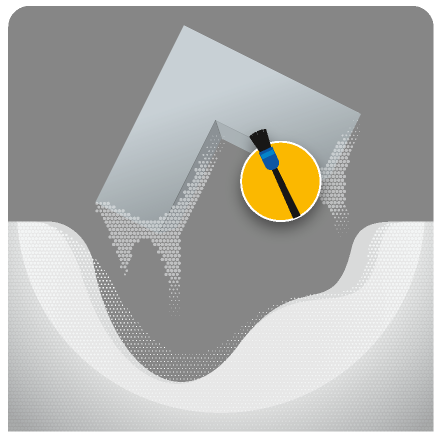
Niespieczony proszek jest usuwany
Komponent jest gotowy


