Ultrasint TPU 90A-01, termoplastický polyuretan, je plně funkční a pružný materiál s vysokým prodloužením při přetržení. Ultrasint TPU 90A-01 spojuje stálou elasticitu s dobrou odolností vůči opotřebení a otěru, čímž se stává ideálním materiálem pro tvorbu prototypů a výrobních aplikaci, vyžadující dobrou nárazuvzdornost a pryži podobnou elasticitu za působení různých teplot. Ultrasint TPU 90A-01 vyráběný technologií Multi Jet Fusion má hladký povrch a vysokou detailnost.
Technické specifikace
| Standardní doba dodání | Minimálně 4 pracovních dnů (online a offline objednávky) |
| Standardní přesnost | ± 0,9% (XY) až ± 1,8% (Z) s dolní mezí ± 1 mm (XY) až ± 1,5 mm (Z) |
| Tloušťka vrstvy | 0.1 mm |
| Minimální tloušťka stěny | 1 mm |
| Maximální rozměry dílu | 370 x 274 x 375 mm (online a offline objednávky) |
| Spojené nebo uzavřené díly? | Ano |
| Struktura povrchu | Díly bez povrchové úpravy mají obvykle hladký povrch bez viditelných vrstev a barvu šedého kamene. |
Datový list
| MEASUREMENT | VALUE X Y | VALUE Z | STANDARD | |
|---|---|---|---|---|
| Density | 1.1 | 1.1 | g/cm³ | |
| Hardness Shore A | 88 | 88 | DIN ISO 7619-1 | |
| Tensile Strength | 9 | 7 | MPa | DIN 53504, S2 |
| Tensile Elongation at break | 220 | 120 | % | DIN 53504, S2 |
| Tensile Modulus | 75 | 85 | MPa | ISO 527-2, 1A |
| Flexural Modulus | 75 | 75 | MPa | DIN EN ISO 178 |
| Tear resistance (Trouser) | 20 | 16 | kN/m | DIN ISO 34-1, A |
| Tear resistance (Graves) | 36 | 32 | kN/m | DIN ISO 34-1, B |
| Compression set B (23°C, 72h) | 20 | 20 | % | DIN ISO 815-1 |
| Rebound resilience | 63 | 63 | % | DIN 53512 |
| Abrasion resistance | 140 | 100 | mm3 | DIN ISO 4649 |
| Charpy Impact Strength (notched, 23°C) | Partial Break | No Break | DIN EN ISO 179-1 | |
| Charpy Impact Strength (notched, -10°C) | 21 | 29 | kJ/m2 | DIN EN ISO 179-1 |
| Rossflex testing (100k cycles, 23°C) | No Cut Growth | ASTM D1052 | ||
| Rossflex testing (100k cycles, -10°C) | No Cut Growth | ASTM D1052 | ||
| Vicat/ A (10N) | 84 | 96 | °C | DIN EN ISO 306 |
| Melting temperature | 120 – 150 | 120 – 150 | °C | ISO 11357 (20K/min) |
Actual values may vary with build condition
Jak technologie Multi Jet Fusion funguje?
Multi Jet Fusion je technologie, která pro výrobu používá práškový materiál, ovšem bez použití laserů. Na začátku se rovnoměrně zahřeje prostor pro nanášení prášku. Na místa, ve kterých je nutné selektivně roztavit částice, je stříkáno spojovací činidlo, po obvodu vnějších kontur dílu je přitom nanášeno činidlo zajišťující vysoké rozlišení povrchových detailů. Zatímco lampy přecházejí přes povrch prostoru pro nanášení prášku, stříkaný materiál zachycuje teplo a pomáhá jej rovnoměrně distribuovat.
3D soubor
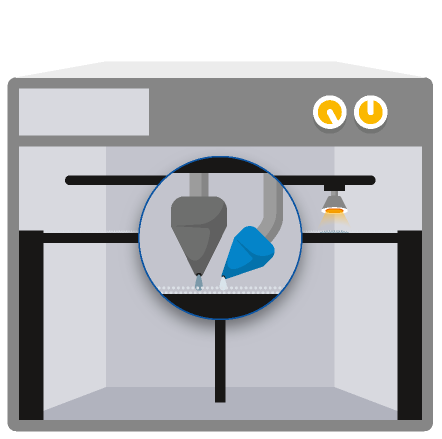
A fusing agent and a detailing agent are jetted to selectively melt powder particles and improve resolution

Lamps pass over the surface constantly, the jetted material captures and distributes the heat
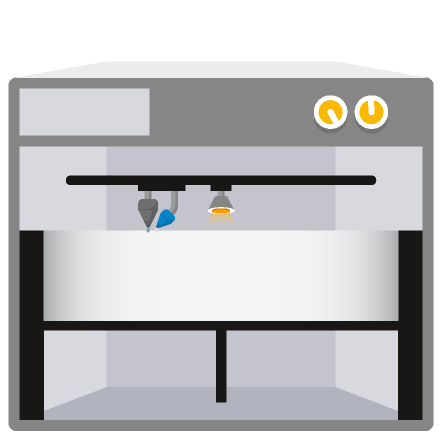
The process continues building up the part layer by layer
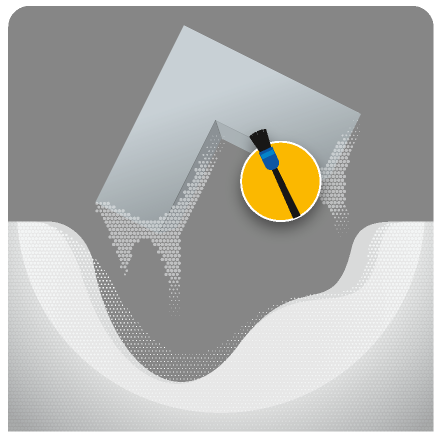
Odstranění zbytkového prášku a dokončení
Díl je dokončen


