L'Ultrasint TPU 90A-01, un polyuréthane thermoplastique, est un matériau flexible et entièrement fonctionnel doté d'une résistance élevée à la rupture. L'Ultrasint TPU 90A-01 associe une élasticité durable à une bonne résistance à l'usure et à l'abrasion ; ces caractéristiques en font le matériau idéal pour le prototypage et la production qui nécessitent une bonne absorption des chocs et une élasticité similaire au caoutchouc sur une plage de températures large. Produit avec la technologie Multi Jet Fusion, l'Ultrasint TPU 90A-01 offre des surfaces lisses et des détails poussés.
Caractéristiques techniques
| Délai standard | 4 jours ouvrés minimum (commandes en ligne et hors ligne) |
| Précision standard | ±1 mm (axe XY) et ±1,5 mm (axe Z) en dessous de 100mm. Au-dessus de 100mm ±0,9%(axe XY) et ±1,8% (axe Z) |
| Épaisseur de la couche | 0,1 mm |
| Épaisseur minimale de la paroi | 1 mm |
| Dimensions maximales des pièces | 370 x 274 x 375 mm (commandes en ligne et hors ligne) |
| Pièces imbriquées ou enfermées ? | Oui |
| Etat de surface | Les pièces brutes présentent généralement une surface lisse, sans couche visible, dans une teinte gris pierre. |
Fiche technique
| MESURE | VALEUR X Y | VALEUR Z | NORME | |
|---|---|---|---|---|
| Densité | 1.1 | 1.1 | g/cm³ | |
| Dureté Shore A | 88 | 88 | DIN ISO 7619-1 | |
| Résistance à la traction | 9 | 7 | MPa | DIN 53504, S2 |
| Allongement à la rupture | 220 | 120 | % | DIN 53504, S2 |
| Module de traction | 75 | 85 | MPa | ISO 527-2, 1A |
| Module de flexion | 75 | 75 | MPa | DIN EN ISO 178 |
| Résistance à la déchirure (Trouser) | 20 | 16 | kN/m | DIN ISO 34-1, A |
| Résistance à la déchirure (Graves) | 36 | 32 | kN/m | DIN ISO 34-1, B |
| Déformation rémanente à la compression B (23°C, 72h) | 20 | 20 | % | DIN ISO 815-1 |
| Élasticité de rebondissement | 63 | 63 | % | DIN 53512 |
| Résistance à l'abrasion | 140 | 100 | mm3 | DIN ISO 4649 |
| Charpy – Résistance au choc (entaillé, 23°C) | Partial Break | No Break | DIN EN ISO 179-1 | |
| Charpy – Résistance au choc (entaillé, -10°C) | 21 | 29 | kJ/m2 | DIN EN ISO 179-1 |
| Essai RossFlex (100k cycles, 23°C) | No Cut Growth | ASTM D1052 | ||
| Essai RossFlex (100k cycles, -10°C) | No Cut Growth | ASTM D1052 | ||
| Vicat/ A (10N) | 84 | 96 | °C | DIN EN ISO 306 |
| Température de fusion | 120 – 150 | 120 – 150 | °C | ISO 11357 (20K/min) |
Les valeurs effectives peuvent varier selon les conditions de production
Comment fonctionne la technologie Multi Jet Fusion ?
Multi Jet Fusion est une technologie à base de poudre qui n’utilise aucun dispositif laser. Le lit de poudre est chauffé uniformément dès le début du processus. Ensuite un agent de fusion est projeté sur la surface selon les sections des pièces et un agent détaillant sur les contours afin d’améliorer la résolution des pièces. Lorsque les lampes se déplacent au-dessus du lit de poudre, l’agent de fusion capture la chaleur afin de faciliter sa répartition de manière uniforme.
Le fichier 3D
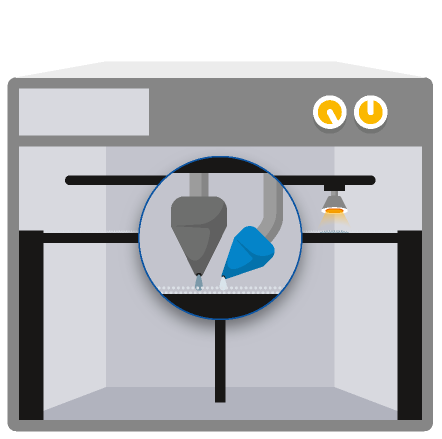
Un agent de fusion et un agent détaillant sont projetés sur la surface selon les sections des pièces afin de fondre les particules de poudres et améliorer la résolution des pièces

Les lampes se déplacentau-dessus du lit depoudre, l’agent de fusioncapture la chaleur afinde faciliter sa répartitionde manière uniforme
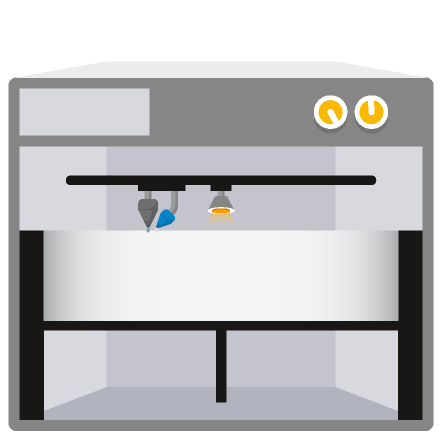
Le processus de construction continue, la pièce est construite couche par couche
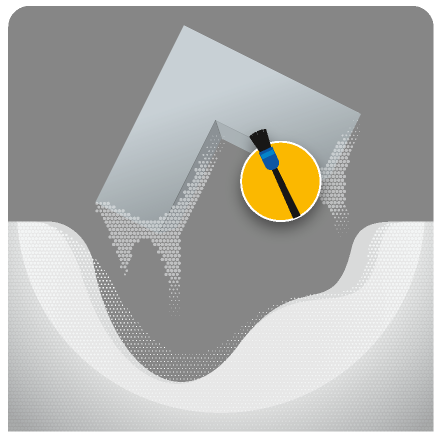
La poudre non fusionnée est retirée
La pièce est terminée


