TuskXC2700T is a transparent material with a slight blue tinge. It is suitable for strong, water-resistant prototypes with ABS- and PBT-like specifications (e.g. parts for water flow analysis and wind tunnel testing). Other applications include functional prototypes and high-end finished models.
Technical Specifications
| Standard lead time | Minimum of 3 working days, depending on part size, number of components and finishing degrees (offline orders) 4 working days (online orders) |
| Standard accuracy | ±0.2% (with lower limit on ±0.2 mm) |
| Layer thickness | 0.1 mm |
| Minimum wall thickness | 1 – 3 mm (depending on part dimensions) |
| Maximum part dimensions | 2000 x 700 x 788 mm (offline orders) 1100 x 690 x 590 mm (online orders) Maximum part dimensions can vary according to the chosen material and the geometry of the part |
| Interlocking or enclosed parts? | No |
| Surface structure | Unfinished parts typically have visible building layers on the surface but post-production finishes can achieve different effects, from high glosses to coarse textures. Stereolithography parts can be sandblasted, painted, varnished, covered and coated |
Datasheet
| MEASUREMENT | VALUE | STANDARD |
|---|---|---|
| Density | 1.18 – 1.2 g/cm³ | |
| Tensile Strength | 47.1 – 53.6 MPa | ASTM D638M |
| Tensile Modulus | 2650 – 2880 MPa | ASTM D638M |
| Elongation at Break | 11 – 20% | ASTM D638M |
| Flexural Strength | 63.1 – 74.16 MPa | ASTM D790M |
| Flexural Modulus | 2040 – 2370 MPa | ASTM D790M |
| Notched Izod Impact | 20 – 30 J/m | ASTM D256A |
| Hardness (Shore D) | 81 | ASTM D2240 |
| Heat Deflection Temperature | 45.9 - 54.5°C 49.0 - 49.7°C |
ASTM D648-98c @ 0.46 MPa @ 1.81 MPa |
Actual values may vary with build condition
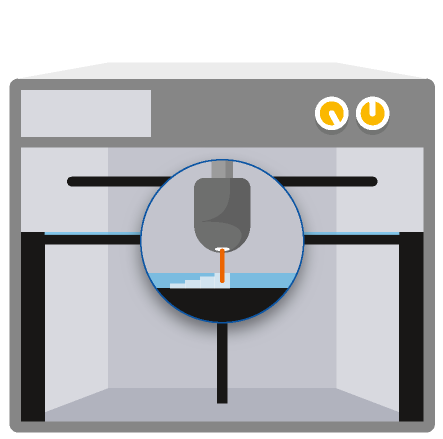
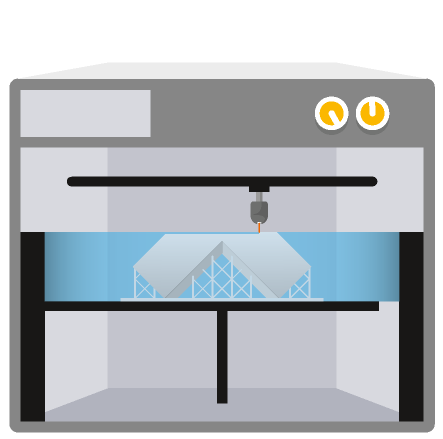
How Does Stereolithography Work?
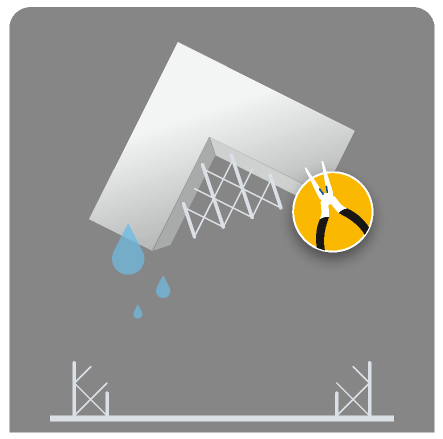
Stereolithography is a laser-based technology that uses a UV-sensitive liquid resin. A UV laser beam scans the surface of the resin and selectively hardens the material corresponding to a cross section of the product, building the 3D part from the bottom to the top. The required supports for overhangs and cavities are automatically generated, and later manually removed.