TuskXC2700T ist ein transparentes Material mit einer leicht blauen Färbung. Es eignet sich für starke, wasserabweisende Prototypen mit ABS- und PBT-ähnlichen Spezifikationen (z. B. Teile für Wasserstromanalyse und Windkanaltests). Andere Anwendungsgebiete sind funktionale Prototypen und hochwertig bearbeitete Modelle.
Technische Daten
| Standardvorlaufzeit | Mindestens 3 Werktage, abhängig von der Größe des Bauteils, Anzahl der Komponenten und dem Grad der Oberflächenendbearbeitung (Offline-Bestellungen) 4 Werktage (Online-Bestellungen) |
| Standardgenauigkeit | ±0,2 % (mit dem unteren Grenzwert bei ±0,2 mm) |
| Schichtstärke | 0,1 mm |
| Mindestwandstärke | 1 – 3 mm (je nach Bauteilabmessungen) |
| Maximale Bauteilabmessungen | 2.000 x 700 x 788 mm (Offline-Bestellungen) 1.100 x 690 x 590 mm (Online-Bestellungen) Die maximalen Bauteilabmessungen können je nach ausgewähltem Material und Geometrie variieren |
| Ineinandergreifende oder eingeschlossene Bauteile? | Nein |
| Oberflächenstruktur | Unfertige Bauteile haben in der Regel sichtbare Aufbauschichten auf der Oberfläche, aber mit Nachbearbeitungen lassen sich unterschiedliche Effekte erzielen, von Hochglanz bis zu groben Strukturen. Stereolithographie-Bauteile können sandgestrahlt, lackiert, bedeckt und beschichtet werden |
Datenblatt
| MESSUNG | WERT | STANDARD |
|---|---|---|
| Dichte | 1,18 – 1,2 g/cm³ | |
| Zugfestigkeit | 47,1 – 53,6 MPa | ASTM D638M |
| Zugmodul | 2.650 – 2.880 MPa | ASTM D638M |
| Bruchdehnung | 11 – 20 % | ASTM D638M |
| Biegefestigkeit | 63,1 – 74,16 MPa | ASTM D790M |
| Biegemodul | 2.040 – 2.370 MPa | ASTM D790M |
| Schlagzähigkeit (gekerbt) | 20 – 30 J/m | ASTM D256A |
| Shore D-Härte | 81 | ASTM D2240 |
| Formbeständigkeit gegenüber Wärme | 45,9 - 54,5 °C 49,0 - 49,7 °C |
ASTM D648-98c @ 0,46 MPa @ 1,81 MPa |
Tatsächliche Werte können je nach Baubedingungen abweichen
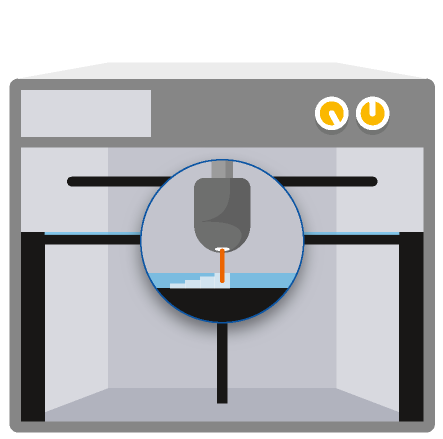
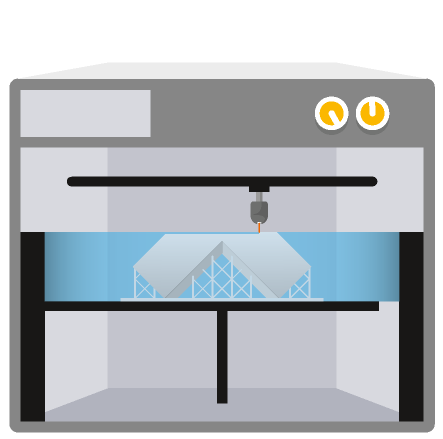
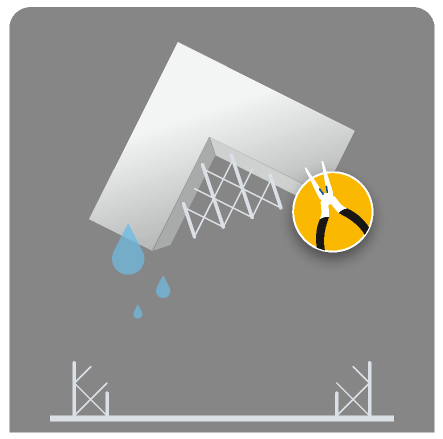
Stereolithographie – Wie funktioniert es?
Stereolithographie ist eine laserbasierte Technologie, die ein UV-empfindliches Flüssigharz verwendet. Ein UV-Laserstrahl scannt die Oberfläche des Harzes und härtet das Material selektiv entsprechend einem Querschnitt des Produkts, wodurch das 3D-Teil von unten nach oben aufgebaut wird. Die erforderlichen Stützelemente für Überhänge und Hohlräume werden automatisch generiert und später manuell entfernt.