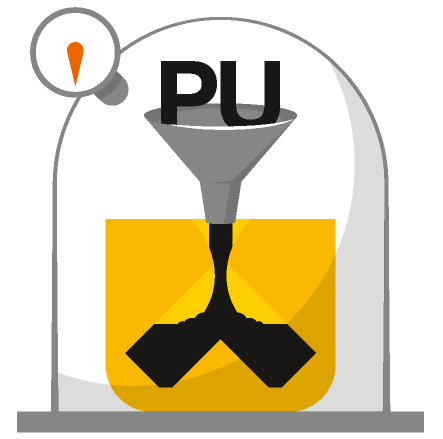
Vacuum Casting is a copying technique used for the production of small series of functional plastic parts. Using two-component polyurethanes and silicone molds, Vacuum Casting is known for its fast production of high-quality prototypes or end-use products.
Technical Specifications
| Standard lead time | Up to 10 copies within 15 working days |
| Standard accuracy | ±0.3% (with lower limit on ±0.3 mm on dimensions smaller than 100 mm) |
| Minimum wall thickness | To ensure that the mold is filled properly, a wall thickness of at least 0.75 mm is necessary. For best results, we recommend a wall thickness of at least 1.5 mm |
| Maximum part dimensions | The size of the mold is limited by the dimensions of the vacuum chamber (1900 x 900 x 750 mm) and by the volume of the product (maximum volume: 10 liters) |
| Typical quantities | Up to 25 copies per mold (depending on the mold’s complexity and the casting materials) |
| Surface structure | High-quality surface finish comparable to injection molding |
Datasheet
Rubber-like polyurethanes
| Units | RPU4 | RPU5 | RPU6 | RPU10 | RPU11 | RPU12 | RPU13 | |
|---|---|---|---|---|---|---|---|---|
| Density | g/cm³ | 1.02 | 1.08 | 1.09 | 1.02 – 1.07 | 1.14 – 1.15 | 1.05 – 1.1 | 1.04 – 1.09 |
| Hardness at 23°C | Shore A | 63 | 79 | 85 | 35 | 51 | 95 | 70 |
| Tensile Strength | MPa | 3 | 12 | 17 | 1.5 – 3.5 | 3 | 9.5 – 11.5 | 6.5 – 8.5 |
| Tear Strength | KPa | 24 | 67 | 83 | n/a | 18 | n/a | 20 – 25 |
| Elongation at Break | % | 1000 | 620 | 810 | 900 – 1100 | 1200 | 200 – 300 | 400 – 500 |
| Color | Light amber | Black | Black | Translucent | Beige | Translucent | Off-white | |
| Colorability in Mass | -/+/++/+++ | + | - | - | ++ | + | ++ | ++ |
| Max Operating Temperature | °C | 80 | 80 | 80 | 70 | 70 | 70 | 70 |
Actual values may vary with build condition
ABS-like polyurethanes
| Units | HMPU1 | HMPU3 | HMPU3P | HMPU4 | HMPU5 | HMPU6 | |
|---|---|---|---|---|---|---|---|
| Density | g/cm³ | 1.14 | 1.17 | 1.16 | 1.2 | 1.2 | 1.2 |
| Hardness at 25°C | Shore D | 80 | 80 | 80 | 85 | 81 | 82 |
| Hardness at 60°C | Shore D | >65 (120°C) | 70 (130°C) | 70 (130°C) | n/a | n/a | n/a |
| Tensile Strength | MPa | 60 | 54 | 54 | 70 | 60 | 70 |
| Tensile Modulus | MPa | n/a | 1650 | 1650 | n/a | 2800 | n/a |
| Bending Strength | MPa | 80 | 87 | 87 | 110 | 105 | 105 |
| Bending Modulus | MPa | 2300 | 1600 | 1600 | 2500 | 2100 | 2500 |
| Elongation at Break | % | 11 | 11 | 11 | 9 | 7.5 | 15 |
| Impact Strength | kJ/m² | >60 Charpy | 56 Charpy | 56 Charpy | 50 | 71 | 70 Charpy |
| Glass Transition Temperature | °C | >120 | n/a | n/a | 100 | 95 | 105 |
| Heat Deflection Temperature | °C | n/a | 105 | 105 | n/a | n/a | n/a |
| Max Casting Thickness | mm | 5 – 10 | 5 – 10 | 5 – 10 | 5 | 5 | 5 |
| Color | Black | Black | Beige | Opalescent | Off-white | White | |
| Colorability in Mass | -/+/++/+++ | - | - | + | + | ++ | ++ |
| Special Purpose | High thermal resistance | High thermal resistance | High thermal resistance | Thermoplastic-like parts | High impact resistance | High thermal and impact resistance | |
| Thermoplastic similarity | ABS | ABS | ABS | Polycarbonate, ABS | ABS | Polystyrene-filled ABS |
| Units | HMPU7.1 | HMPU10 | HMPU11 | HMPU13 | HMPU14 | HMPU15HQ | |
|---|---|---|---|---|---|---|---|
| Density | g/cm³ | 1.11 | 1.2 – 1.25 | 1.19 | 1.04 – 1.08 | 1.17 – 1.23 | 1.06 |
| Hardness at 25°C | Shore D | 77 | 85 | 80 | 85 | 85 – 90 | 86 |
| Hardness at 60°C | Shore D | 74 | 80 (80°C) | 65 (150°C) | n/a | n/a | n/a |
| Tensile Strength | MPa | 40 | 85 | 61 | 66 | 80 – 85 | 68 |
| Tensile Modulus | MPa | n/a | n/a | 1800 | 2400 | n/a | 2600 |
| Bending Strength | MPa | 51 | 150 | 80 | 110 | 105 – 115 | 100 |
| Bending Modulus | MPa | 1310 | 4500 | 1850 | 2400 | 2250 – 2750 | 2100 |
| Elongation at Break | % | 25 | 3 | 13 | 7.5 | 6 – 8 | 6 |
| Impact Strength | kJ/m² | n/a | 30 Charpy | 41 Charpy | 48 Charpy | n/a | 42 Charpy |
| Glass Transition Temperature | °C | 106 | 95 | 220 | 95 | n/a | 100 |
| Heat Deflection Temperature | °C | 90 | 92 | n/a | 85 | 65 – 75 | 85 |
| Max Casting Thickness | mm | n/a | 5 | 5 | 10 | 15 | 100 |
| Color | White | Off-white | Light amber | Transparent | Straw | Transparent | |
| Colorability in Mass | -/+/++/+++ | ++ | + | + | +++ | + | +++ |
| Special Purpose | Food-safe under certain conditions | n/a | High thermal resistance | UV-stable | Flame-retardant UL 94 V-0 | UV resistance, high transparency | |
| Thermoplastic similarity | ABS | Polyoxymethylene / POM | PA6.6 / PPS / PEEK | PC / PMMA | n/a | PC / PMMA |
Actual values may vary with build condition
PE/PP-like polyurethanes
| Units | LMPU1e | LMPU2 | LMPU3 | LMPU5 | LMPU6 | LMPU7 | |
|---|---|---|---|---|---|---|---|
| Density | g/cm³ | 1.08 | 1.22 | 1.13 – 1.17 | 1.21 | 1.21 | 1.21 |
| Hardness at 23°C | Shore D | 64 – 67 | 70 | 76 | 80 | 80 | 80 |
| Hardness at 80°C | Shore D | n/a | 64 | 68 | n/a | n/a | n/a |
| Tensile Strength | MPa | 27 | 27 | 40 | 47 | n/a | n/a |
| Tensile Modulus | MPa | 530 | 942 | n/a | 1225 | n/a | n/a |
| Bending Strength | MPa | 28 | 42 | 80 | 60 | 48 | 64 |
| Bending Modulus | MPa | 450 | 1050 | 1200 | 1310 | 1010 | 1320 |
| Elongation at Break | % | 120 | 50 | 25 | 43 | n/a | n/a |
| Tear Strength | kN/m | 94 | n/a | n/a | n/a | n/a | n/a |
| Impact Strength | kJ/m² | Unbreakable | 15 Izod | > 50 Charpy | 14 Izod | 15 Izod | 13 Izod |
| Glass Transition Temperature | °C | 100 | 78 | 90 | 127 – 195 | 105 – 132 | 125 – 195 |
| Heat Deflection Temperature | °C | n/a | 65 | n/a | 105 – 175 | 90 – 110 | 115 – 180 |
| Color | Beige / Dark Beige | White / Beige | Translucent | Translucent | Translucent | Translucent | |
| Colorability in Mass | -/+/++/+++ | + | ++ | +++ | +++ | +++ | +++ |
| Thermoplastic similarity | PE | PP | PE 30% GF | PP GF | PP | PP GF |
Actual values may vary with build condition
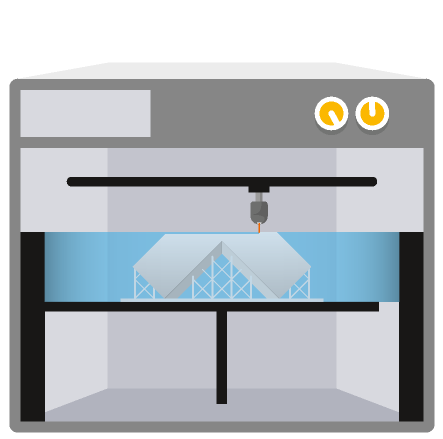
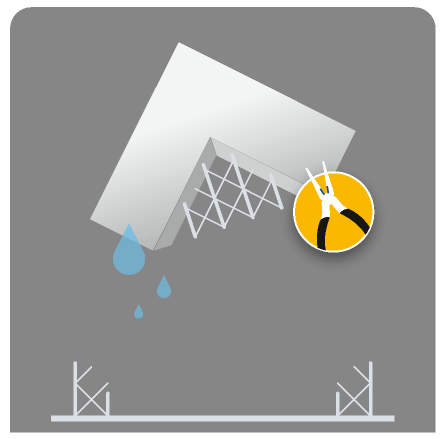
How Does Vacuum Casting Work?
Vacuum Casting begins by producing a master model, typically using Stereolithography or Laser Sintering, with a high-quality surface finish. Then a silicone mold is produced by casting silicone around the master copy, partially under vacuum to avoid air bubbles. After curing, the silicone mold is cut according to pre-defined parting planes and the master is removed, leaving a cavity to make copies.