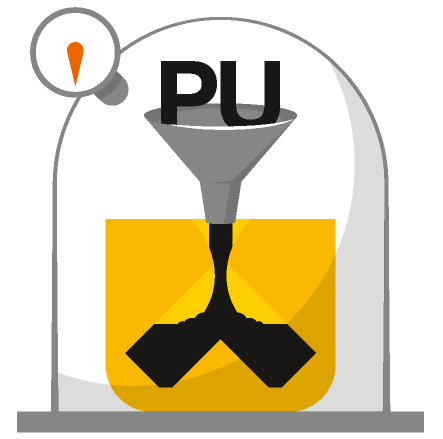
La coulée sous vide est une technique de duplication utilisée pour la production de séries limitées de pièces fonctionnelles en plastique. La coulée sous vide utilise des polyuréthanes à bi-composants et des moules en silicone et est reconnue pour sa rapidité de production de prototypes ou produits finaux de grande qualité.
Caractéristiques techniques
| Délai standard | Jusqu’à 10 copies en 10 jours ouvrés |
| Précision standard | ± 0,3 % (limite inférieure de ± 0,3 mm pour les pièces de moins de 100 mm) |
| Épaisseur minimale de la paroi | Pour garantir le remplissage correct du moule, la paroi doit faire au moins 0,75 mm d’épaisseur. Pour de meilleurs résultats, nous conseillons une paroi d’au moins 1,5 mm. |
| Dimensions maximales des pièces | La taille du moule est limitée par les dimensions de la chambre sous vide (1.900 x 900 x 750 mm) et par le volume du produit (volume maximum : 10 litres). |
| Quantités typiques | Jusqu’à 25 copies par moule (selon la complexité du moule et les matériaux de coulée). |
| Structure de la surface | Finition de surface de grande qualité, comparable au moulage par injection. |
Fiche produit
Polyuréthanes similaires aux matériaux caoutchouteux
| Unités | RPU4 | RPU5 | RPU6 | RPU10 | RPU11 | RPU12 | RPU13 | |
|---|---|---|---|---|---|---|---|---|
| Densité | g/cm³ | 1,02 | 1,08 | 1,09 | 1,02 - 1,07 | 1,14 - 1,15 | 1,05 - 1,1 | 1,04 - 1,09 |
| Dureté à 23 ° C | Shore A | 63 | 79 | 85 | 35 | 51 | 95 | 70 |
| Force de traction | MPa | 3 | 12 | 17 | 1,5 - 3,5 | 3 | 9,5 - 11,5 | 6,5 - 8,5 |
| Résistance à la déchirure | KPa | 24 | 67 | 83 | n/a | 18 | n/a | 20 - 25 |
| Allongement à la rupture | % | 1.000 | 620 | 810 | 900 - 1.100 | 1.200 | 200 - 300 | 400 - 500 |
| Couleur | Ambré clair | Noir | Noir | Translucide | Beige | Translucide | Blanc cassé | |
| Teinte dans la masse | -/+/++/+++ | + | - | - | ++ | + | ++ | ++ |
| Température d’utilisation maximale | °C | 80 | 80 | 80 | 70 | 70 | 70 | 70 |
Les valeurs effectives peuvent varier selon les conditions de production
Polyuréthanes similaires aux matériaux en ABS
| Unités | HMPU1 | HMPU3 | HMPU3P | HMPU4 | HMPU5 | HMPU6 | |
|---|---|---|---|---|---|---|---|
| Densité | g/cm³ | 1,14 | 1,17 | 1,16 | 1,2 | 1,2 | 1,2 |
| Dureté à 25 °C | Shore D | 80 | 80 | 80 | 85 | 81 | 82 |
| Dureté à 60 °C | Shore D | > 65 (120 °C) | 70 (130 °C) | 70 (130 °C) | n/a | n/a | n/a |
| Force de traction | MPa | 60 | 54 | 54 | 70 | 60 | 70 |
| Module de traction | MPa | n/a | 1.650 | 1.650 | n/a | 2.800 | n/a |
| Résistance à la flexion | MPa | 80 | 87 | 87 | 110 | 105 | 105 |
| Module de flexion | MPa | 2.300 | 1.600 | 1.600 | 2.500 | 2.100 | 2.500 |
| Allongement à la rupture | % | 11 | 11 | 11 | 9 | 7,5 | 15 |
| Résistance au choc | kJ/m² | > 60 Charpy | 56 Charpy | 56 Charpy | 50 | 71 | 70 Charpy |
| Température de transition vitreuse | °C | > 120 | n/a | n/a | 100 | 95 | 105 |
| Température de fléchissement à la chaleur | °C | n/a | 105 | 105 | n/a | n/a | n/a |
| Épaisseur de coulée maximale | mm | 5 – 10 | 5 – 10 | 5 – 10 | 5 | 5 | 5 |
| Couleur | Noir | Noir | Beige | Opalescent | Blanc cassé | Blanc | |
| Teinte dans la masse | -/+/++/+++ | - | - | + | + | ++ | ++ |
| Usage spécifique | Grande résistance à la chaleur | Grande résistance à la chaleur | Grande résistance à la chaleur | Pièces similaires aux matériaux thermoplastiques | Grande résistance au choc | Résistance élevée à la chaleur et au choc | |
| Matériau thermoplastique similaire | ABS | ABS | ABS | Polycarbonate, ABS | ABS | Polystyrene-filled ABS |
| Unités | HMPU7.1 | HMPU10 | HMPU11 | HMPU13 | HMPU14 | HMPU15HQ | |
|---|---|---|---|---|---|---|---|
| Densité | g/cm³ | 1,11 | 1,2 – 1,25 | 1,19 | 1,04 – 1,08 | 1,17 – 1,23 | 1,06 |
| Dureté à 25°C | Shore D | 77 | 85 | 80 | 85 | 85 – 90 | 86 |
| Dureté à 60 °C | Shore D | 74 | 80 (80 °C) | 65 (150 °C) | n/a | n/a | n/a |
| Force de traction | MPa | 40 | 85 | 61 | 66 | 80 – 85 | 68 |
| Module de traction | MPa | n/a | n/a | 1.800 | 2.400 | n/a | 2.600 |
| Résistance à la flexion | MPa | 51 | 150 | 80 | 110 | 105 – 115 | 100 |
| Module de flexion | MPa | 1.310 | 4.500 | 1.850 | 2.400 | 2.250 – 2.750 | 2.100 |
| Allongement à la rupture | % | 25 | 3 | 13 | 7,5 | 6 – 8 | 6 |
| Résistance au choc | kJ/m² | n/a | 30 Charpy | 41 Charpy | 48 Charpy | n/a | 42 Charpy |
| Température de transition vitreuse | °C | 106 | 95 | 220 | 95 | n/a | 100 |
| Température de fléchissement à la chaleur | °C | 90 | 92 | n/a | 85 | 65 – 75 | 85 |
| Épaisseur de coulée maximale | mm | n/a | 5 | 5 | 10 | 15 | 100 |
| Couleur | Blanc | Blanc cassé | Ambré clair | Transparent | Paille | Transparent | |
| Teinte dans la masse | -/+/++/+++ | ++ | + | + | +++ | + | +++ |
| Usage spécifique | Contact alimentaire, sous certaines conditions | n/a | Grande résistance à la chaleur | UV-stable | Flame-retardant UL 94 V-0 | Résistance aux UV, haute transparence | |
| Matériau thermoplastique similaire | ABS | Polyoxymethylene / POM | PA6.6 / PPS / PEEK | PC / PMMA | n/a | PC / PMMA |
Les valeurs effectives peuvent varier selon les conditions de production
Polyuréthanes similaires aux matériaux en PE/PP
| Unités | LMPU1e | LMPU2 | LMPU3 | LMPU5 | LMPU6 | LMPU7 | |
|---|---|---|---|---|---|---|---|
| Densité | g/cm³ | 1,08 | 1,22 | 1,13 - 1,17 | 1,21 | 1,21 | 1,21 |
| Hardness at 23°C | Shore D | 64 - 67 | 70 | 76 | 80 | 80 | 80 |
| Dureté à 80 ° C | Shore D | n/a | 64 | 68 | n/a | n/a | n/a |
| Force de traction | MPa | 27 | 27 | 40 | 47 | n/a | n/a |
| Module de traction | MPa | 530 | 942 | n/a | 1225 | n/a | n/a |
| Résistance à la flexion | MPa | 28 | 42 | 80 | 60 | 48 | 64 |
| Module de flexion | MPa | 450 | 1.050 | 1.200 | 1.310 | 1.010 | 1.320 |
| Allongement à la rupture | % | 120 | 50 | 25 | 43 | n/a | n/a |
| Résistance à la déchirure | kN/m | 94 | n/a | n/a | n/a | n/a | n/a |
| Résistance au choc | kJ/m² | Incassable | 15 Izod | > 50 Charpy | 14 Izod | 15 Izod | 13 Izod |
| Température de transition vitreuse | °C | 100 | 78 | 90 | 127 - 195 | 105 - 132 | 125 - 195 |
| Température de fléchissement à la chaleur | °C | n/a | 65 | n/a | 105 - 175 | 90 - 110 | 115 - 180 |
| Couleur | Beige | Blanc / beige | Translucide | Translucide | Translucide | Translucide | |
| Teinte dans la masse | -/+/++/+++ | + | ++ | +++ | +++ | +++ | +++ |
| Matériau thermoplastique similaire | PE | PP | PE 30 % GF | PP GF | PP | PP GF |
Les valeurs effectives peuvent varier selon les conditions de production
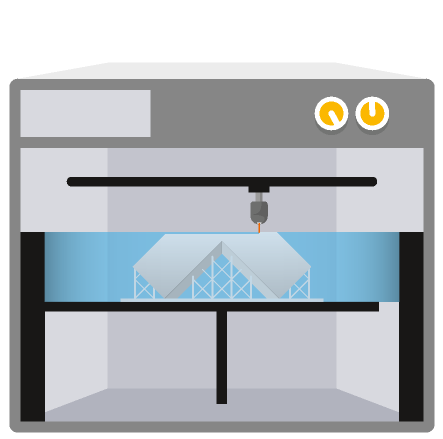
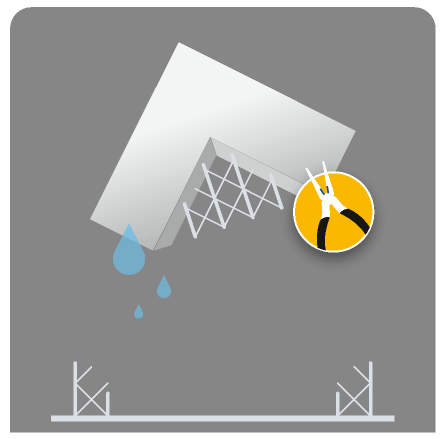
Comment fonctionne la coulée sous vide ?
La première étape de la coulée sous vide est la production d’un modèle doté d’une finition de grande qualité, généralement par stéréolithographie ou par frittage laser. Puis, un moule en silicone est produit, en coulant du silicone autour du modèle, partiellement sous vide afin d’éviter les bulles d’air. Après durcissement, le moule en silicone est coupé selon le plan de joint et le modèle est retiré, laissant ainsi la place à une cavité destinée à faire des copies.