PA 2241 FR è un materiale in poliammide resistente alle fiamme (PA 12). Per la sua qualità di ritardante di fiamma, questa plastica ad alte prestazioni è idonea per le applicazioni aeronautiche e aerospaziali, in conformità con FAR 25.853.
Specifiche tecniche
| Tempi di consegna standard | Minimo 4 giorni lavorativi, in funzione delle dimensioni della parte, del numero di componenti e dei gradi di finitura |
| Precisione standard | ± 0,3% (con limite inferiore pari a ± 0,3 mm) |
| Spessore minimo delle pareti |
1 mm, ma è possibile realizzare cerniere integrate da 0,3 mm |
| Spessore strati | 0,10 mm |
| Dimensioni massime della parte | L’area di produzione della nostra macchina più grande corrisponde a 630 x 330 x 550 mm |
| Struttura della superficie | Le parti non sottoposte a finitura hanno in genere una superficie granulosa ma è possibile applicare qualsiasi finitura definita. Le parti realizzate con sinterizzazione laser possono essere sottoposte a sabbiatura, colorate/impregnate, verniciate, sottoposte a copertura e rivestite. |
Scheda tecnica
| Unità | Condizione | PA 2241 FR | |
|---|---|---|---|
| Descrizione | Passes aerospace flame resistance tests FAR 25.853 | ||
| Densità | g/cm³ | 1,00 +/- 0,03 | |
| Resistenza alla trazione | MPa | DIN EN ISO 527 | 49 |
| Elongation at Break | % | DIN EN ISO 527 | 15 |
| Modulo di tensione | MPa | DIN EN ISO 527 | 1.900 |
| Temperatura di deflessione del calore | °C | ASTM D648 (1,82MPa) | 84 |
| Proprietà di infiammabilità | mm | JAR/FAR 25, App. F, part 1| AITM 2.0002 B Test del bruciatore Bunsen verticale 12s Tempo di accensione | 1,0/1,5/2,0 |
| Smoke generation | mm | JAR/FAR 25, App. F – Part V & AITM 2.0007 | 1,0/1,5/2,0 |
| Durezza | HRB | DIN EN ISO 6508-1 | 89 |
| Toxic gas generation | mm | AITM 3.0005 | 1,0/1,5/2,0 |
I valori effettivi possono variare in funzione delle condizioni di produzione
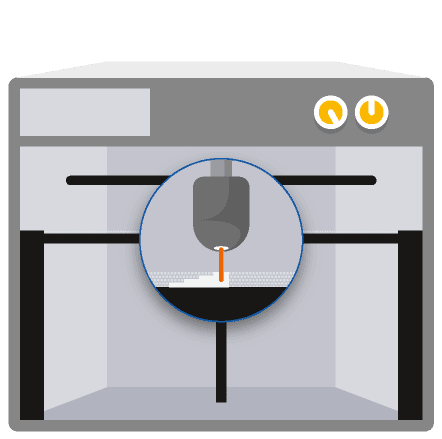
Come funziona la sinterizzazione laser?
La sinterizzazione laser è una tecnologia laser che impiega materiali solidi sotto forma di polveri, in genere materiali plastici. Le particelle nel letto di polvere vengono legate tra loro selettivamente mediante un fascio laser controllato tramite computer, che innalza la temperatura della polvere al di sopra del punto di transizione vetrosa, dopo il quale le particelle adiacenti scorrono insieme. Dato che la polvere è autoportante, non sono necessarie strutture di supporto.