L'acier inoxydable C465 est un alliage durcissable par traitement, idéal pour la fabrication de pièces métalliques hautement performantes. Convenant parfaitement aux environnements exigeants, le matériau C465 offre une excellente solidité et rigidité, et une résistance élevée à la corrosion. Ces caractéristiques sont recherchées pour la conception de pièces dans les secteurs de l'aéronautique, du médical et du maritime. Il peut s'agir d'outillages, de moules d'injection plastique, de machines de forage de puits de gaz ou de pétrole et d'autres équipements industriels.
Caractéristiques techniques
| Délai standard | Minimum de 10 jours ouvrés, en fonction de la taille de pièce, du nombre de composants et des niveaux de finition |
| Précision standard | Conforme au DCTG 8 de la norme DIN EN ISO 8062-3: 2008-09 pour les dimensions comprises entre 30 mm et 400 mm, au DCTG 6 pour les dimensions atteignant jusqu'à 30 mm et à la norme DIN ISO 2768 -1 g (environ) pour les dimensions comprises entre 3 mm et 400 mm. (Pour plus d'informations sur les degrés de tolérance normalisés, veuillez vous référer aux recommandations de conception.) |
| Épaisseur des couches | 0.04 – 0.8 mm |
| Épaisseur minimale de la paroi | 1 mm (catégorie standard) / 0,5 mm (catégorie performance) |
| Détail minimum | 0.5 mm |
| Dimensions maximales des pièces |
245 x 245 x 270 mm |
| Pièces imbriquées ou enclavées ? | Non |
| Etat de surface | De manière générale, la surface des pièces non finies est rugueuse, mais il est possible de l’améliorer à des niveaux de finition variés. |
Nouveau : Catégories standard et performance
Vous pouvez choisir entre nos deux catégories d'impression 3D métal, pour trouver l'équilibre idéal entre performance et efficacité pour chaque projet.

Standard
- Exigences de qualité standard de l’industrie
- Idéal pour les prototypes et les pièces finales simples
- Tests de forme, d'assemblage et de fonctionnement
- Résistance et densité équivalentes aux pièces de fonderie

Performance
- Idéal pour les pièces métalliques complexes destinées à la FA
- Applications dans des environnements exigeants
- Adapté à la production en série
- Résistance et densité supérieures aux pièces de fonderie
- Rapport de tests de qualité spécialisés disponibles selon vos spécifications
Pour comparer les propriétés matérielles des deux classes, jetez un œil à la fiche de données ci-dessous.
Vous désirez découvrir les classes adaptées à votre projet ? Parlez-nous de votre projet >
Fiche technique
| ÉVALUATION | CATÉGORIE STANDARD | CATÉGORIE PERFORMANCE | ASTM/PROCÉDURE |
|---|---|---|---|
| Densité | >7.8 g/cm³ | >7.84 g/cm³ | |
| Densité relative | >99.0% | >99.5% | |
| Résistance à la traction | >1400 MPa | >1600 MPa | EN2002-1 |
| Résistance à la déformation | >1300 MPa | >1500 MPa | EN2002-1 |
| Module d'élasticité |
~195 |
~195 | EN2002-1 |
| Allongement à la rupture | >2% | >2% | EN2002-1 |
| Rugosité Ra | <22 µm | ISO 4287:2010-07 | |
| Rugosité Rz | <120 µm | ISO 4287:2010-07 | |
| Rigidité | >500 HV | >550 HV | DIN EN ISO 6507-1:2018-07 HV10 |
Les valeurs réelles peuvent varier en fonction des conditions de fabrication
De fortes tensions résultant de la géométrie de la pièce peuvent entraîner une déformation de la pièce et causer un écart plus important. Les valeurs de la rugosité de surface dépendent de l'orientation ou de la surface. Les surfaces orientées vers le bas et les surfaces avec un support seront plus rugueuses.
Les valeurs représentent l'état après traitement thermique.
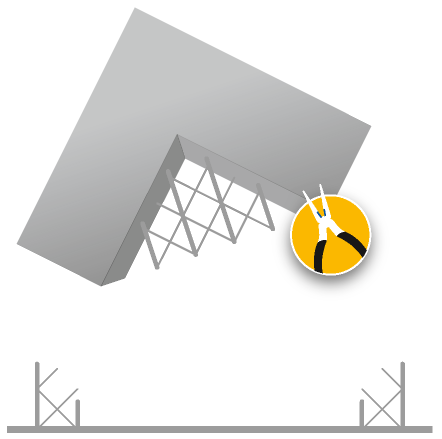
Comment fonctionne l’impression 3D métal ?
L’impression 3D métal est une technologie laser qui utilise des métaux frittés. Tout comme pour le frittage laser, un laser haute puissance fonds les particules sur le lit de poudre pendant que la machine distribue des couches de poudre métallique uniformes. Les structures de support sont automatiquement générées et construites simultanément, dans le même matériau. Elles sont ensuite retirées manuellement. Une fois terminée, la pièce est soumise à un traitement thermique.