Stal nierdzewna C465 to stop utwardzalny wydzieleniowo, doskonale nadający się do wytwarzania części metalowych o najwyższych parametrach. Nadająca do zastosowań w trudnych warunkach stal nierdzewna C465 zapewnia najwyższą wytrzymałość i trwałość, jak również wysoką odporność na korozję. Właściwości te są szczególnie pożądane w produkcji części dla branży lotniczej, medycznej i morskiej. Zastosowania obejmują narzędzia ręczne, formy wtryskowe do tworzyw sztucznych, urządzenia wiertnicze do gazu ziemnego i ropy naftowej, jak również inne urządzenia przemysłowe.
Parametry techniczne
| Standardowy czas realizacji | Co najmniej 10 dni roboczych w zależności od rozmiaru części, liczby podzespołów i jakości wykończenia |
| Standardowa precyzja | Klasa DCTG 8 według DIN EN ISO 8062-3: 2008-09 dla wymiarów pomiędzy 30 i 400 mm, klasa DTTG 6 dla wymiarów poniżej 30 mm oraz według DIN ISO 2768 -1 g (zgrubna) dla wymiarów pomiędzy 3 mm i 400 mm. (Szczegółowe dane oraz informacje na temat klas tolerancji IT można znaleźć w wytycznych projektowych.) |
| Grubość warstwy | 0.04 – 0.8 mm |
| Minimalna grubość ścianki | 1 mm (klasa Standard) / 0.5 mm (klasa Standard) |
| Minimalny wymiar detalu | 0.5 mm |
| Maksymalne wymiary części |
245 x 245 x 270 mm |
| Zazębiające się lub zabudowane części? | Nie |
| Struktura powierzchni | Niewykończone części zwykle mają chropowatą powierzchnię, przy czym dostępne są różne metody wykończenia zapewniające gładką powierzchnię. |
Nowość: klasa Standard i Performance
Teraz możesz wybierać między naszymi dwoma klasami metalu do druku 3D, aby dostosować poziom jakości i wydajności produkcji indywidualnie do każdego projektu.

Standard
- Standardowe wymagania jakościowe w branży
- Rozwiązanie idealne do prototypów i prostych części końcowych
- Kontrola formy, dopasowania i funkcji
- Wytrzymałość i gęstość podobne do części odlewanych

Performance
- Rozwiązanie idealne do złożonych części metalowych przeznaczonych do modułów automatycznych
- Zastosowanie w trudnych warunkach
- Nadaje się do produkcji seryjnej
- Większa wytrzymałość i gęstość niż w przypadku odlewów
- Raporty ze specjalistycznych testów jakości dostępne według specyfikacji klienta
Poniższe zestawienie porównuje właściwości dwóch klas materiału. Chcesz wiedzieć, która klasa jest dla Ciebie odpowiednia? Opowiedz nam o swoim projekcie > >
Specyfikacja
| KRYTERIUM | KLASA STANDARD | KLASA PERFORMANCE | ASTM/PROCEDURA |
|---|---|---|---|
| Gęstość | >7.8 g/cm³ | >7.84 g/cm³ | |
| Gęstość względna | >99.0% | >99.5% | |
| Wytrzymałość na rozciąganie | >1400 MPa | >1600 MPa | EN2002-1 |
| Granica plastyczności | >1300 MPa | >1500 MPa | EN2002-1 |
| Współczynnik sprężystości podłużnej |
~195 |
~195 | EN2002-1 |
| Wydłużenie przy zerwaniu | >2% | >2% | EN2002-1 |
| Szorstkość Ra | <22 µm | ISO 4287:2010-07 | |
| Szorstkość Rz | <120 µm | ISO 4287:2010-07 | |
| Twardość | >500 HV | >550 HV | DIN EN ISO 6507-1:2018-07 HV10 |
Rzeczywiste wartości mogą się różnić w zależności od warunków produkcji
Silne napięcia wynikające z geometrii części mogą powodować zniekształcenia i prowadzić do większego odchylenia wartości. Wartości szorstkości powierzchni zależą od skierowania lub rodzaju powierzchni. Powierzchnie skierowane w dół oraz powierzchnie z podporami charakteryzują się większą chropowatością.
Wartości dotyczą stanu po odprężaniu cieplnym
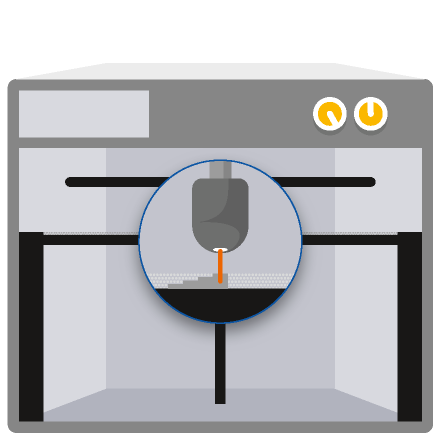
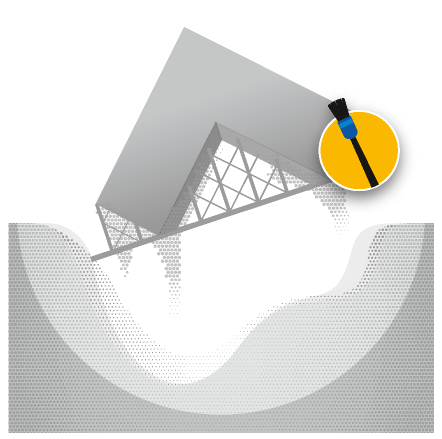
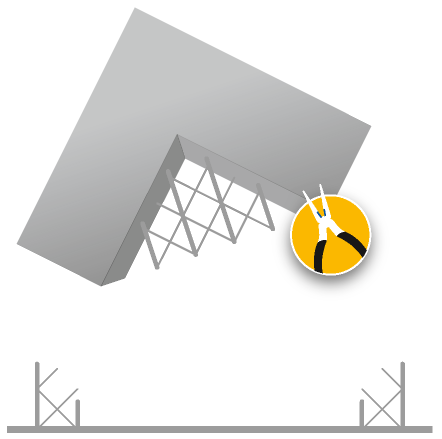
Jak działa druk 3D w metalu?
Druk 3D w metalu to technologia laserowa, która stosuje metal w proszku. Podobnie do spiekania laserowego laser o dużej mocy selektywnie stapia cząsteczki metalu, rozprowadzane warstwowo w komorze roboczej. Konstrukcje podporowe są tworzone automatycznie i jednocześnie z tego samego materiału, a następnie są usuwane ręcznie. Po zakończeniu część przechodzi proces obróbki cieplnej.