No matter how complex your designs, polyamide is a great and versatile choice. The self-supporting powder needs no support structure and works equally well for fully functional prototypes or end-use parts. The PA 12 material used by Multi Jet Fusion technology has a very fine grain, resulting in parts with higher density and lower porosity than parts produced with Laser Sintering. That feature also makes PA 12 for MJF the ideal choice when you need more detailed surface resolution or thinner walls than are possible with Laser Sintering. Think crisp textures, embossing, and engraving, or labels.

As a proud member of HP’s Digital Manufacturing Network, we’ve been fully qualified by HP and recognized for the excellence of our 3D production and quality processes.
Technical Specifications
| Standard lead time | 5 working days (online & offline orders) |
| Standard accuracy | ±0.3% (with lower limit on ±0.3 mm) |
| Layer thickness | 0.08 mm |
| Minimum wall thickness | 1 mm, but living hinges are possible at 0.5 mm |
| Minimum detail | 0.25 mm |
| Minimum clearance | 0.4 mm between parts that need to be assembled 0.5 mm between shells of an interlocking part |
| Maximum part dimensions | 370 x 274 x 375 mm |
| Interlocking or enclosed parts? | Yes |
| Surface structure | Unfinished parts typically have a smooth surface, without visible layers, and a stone-grey color. Multi Jet Fusion parts can be sandblasted and colored/impregnated. |
Datasheet
| MEASUREMENT | VALUE | STANDARD |
|---|---|---|
| Density of parts | 1.01 g/cm3 | ASTM D792 |
| Tensile Strength, Max Load - XY | 48 MPa/6960 psi | ASTM D638 |
| Tensile Strength, Max Load - Z | 48 MPa/6960 psi | ASTM D638 |
| Tensile Modulus4 - XY | 1700 MPa/245 ksi | ASTM D638 |
| Tensile Modulus4 - Z | 1800 MPa/260 ksi | ASTM D638 |
| Elongation at Break4 - XY | 20% | ASTM D638 |
| Elongation at Break4 - Z | 15% | ASTM D638 |
| Heat Deflection Temperature - Z | 175°C 95°C |
ASTM D648 @ 0.45 MPa @ 1.82 MPa |
Actual values may vary with build condition
How Does Multi Jet Fusion work?
Multi Jet Fusion is a powder-based technology but does not use lasers. The powder bed is heated uniformly at the outset. A fusing agent is jetted where particles need to be selectively molten, and a detailing agent is jetted around the contours to improve part resolution. While lamps pass over the surface of the powder bed, the jetted material captures the heat and helps distribute it evenly.
The 3D model
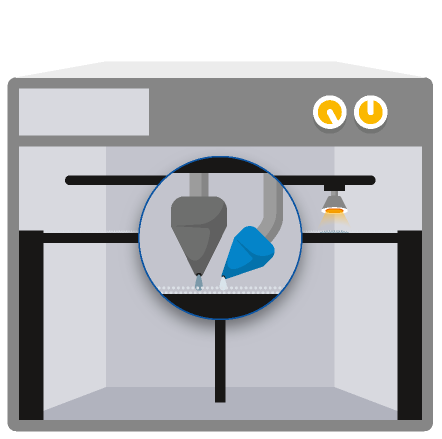
A fusing agent and a detailing agent are jetted to selectively melt powder particles and improve resolution

Lamps pass over the surface constantly, the jetted material captures and distributes the heat
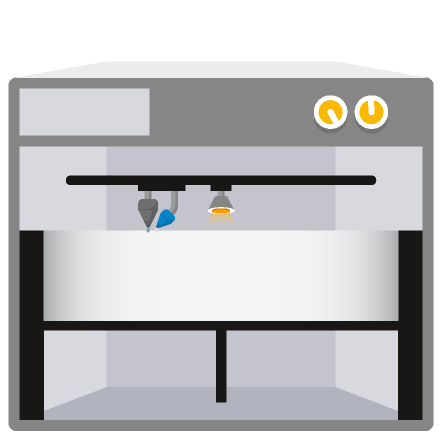
The process continues building up the part layer by layer
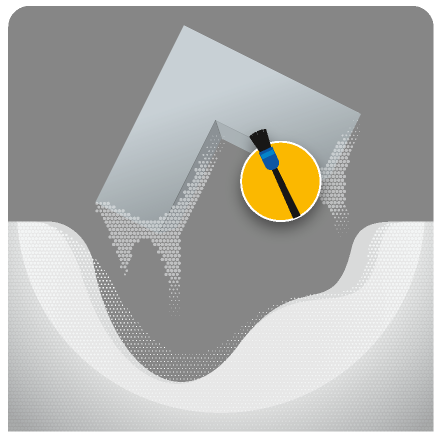
The loose powder is removed
The part is finished
")
")
