La poliammide è una scelta eccellente e versatile, indipendentemente dalla complessità dei tuoi progetti. La polvere autoportante non ha bisogno di strutture di supporto e risulta altrettanto idonea sia per i prototipi completamente funzionali sia per i componenti finali. Il materiale PA 12 impiegato dalla tecnologia Multi Jet Fusion è a grana molto fine; questo permette di ottenere parti di densità più elevata e porosità più bassa rispetto a quelle prodotte con la sinterizzazione laser. Grazie a questa caratteristica, la PA 12 è la scelta ideale se hai bisogno di ottenere una risoluzione più dettagliata delle superfici o pareti più sottili rispetto a quelle ottenute con la sinterizzazione laser. Pensa ad esempio alle texture che presentano increspature, goffrature e incisioni oppure alle etichette.
Specifiche tecniche
| Tempi di consegna standard | 5 giorni lavorativi (ordini effettuati offline e online) |
| Precisione standard | ± 0,3% (con limite inferiore pari a ± 0,3 mm) |
| Spessore minimo delle pareti | 1 mm, ma è possibile realizzare cerniere integrate da 0,5 mm |
| Spessore strati | 0,08 mm |
| Dimensioni massime della parte | 370 x 274 x 375 mm |
| Struttura della superficie | Le parti non sottoposte a finitura presentano in genere una superficie liscia, senza strati visibili, di un colore grigio pietra. Le parti realizzate con Multi Jet Fusion possono essere sottoposte a sabbiatura e colorate/impregnate. |
Scheda tecnica
| Categoria | Misurazione | Valore | Metodo |
|---|---|---|---|
| Proprietà generali | Densità delle parti | 1,01 g/cm3 | ASTM D792 |
| Proprietà meccaniche | Resistenza alla trazione, Carico max - XY | 48 MPa/6.960 psi | ASTM D638 |
| Resistenza alla trazione, Carico max - Z | 48 MPa/6.960 psi | ASTM D638 | |
| Modulo di trazione4 - XY | 1.700 MPa/245 ksi | ASTM D638 | |
| Modulo di trazione4 - Z | 1.800 MPa/260 ksi | ASTM D638 | |
| Allungamento a rottura4 - XY | 20% | ASTM D638 | |
| Allungamento a rottura4 - Z | 15% | ASTM D638 | |
| Proprietà termiche | Temperatura di rammollimento (@ 0,45 MPa) - Z | 175 ºC | ASTM D648 |
| Temperatura di rammollimento (@ 1,82 MPa) - Z | 95 ºC | ASTM D648 |
I valori effettivi possono variare in funzione delle condizioni di produzione
Linee guida per la progettazione
Abbiamo raccolto qui i nostri migliori trucchi e suggerimenti, oltre alle buone pratiche che ti offriranno una buona base da cui partire. Se ti stai chiedendo se questo materiale permette di realizzare parti interconnesse o goffrature o se desideri semplicemente evitare i più comuni errori di progettazione, dai un’occhiata a questa guida pratica alla progettazione.
Come funziona Multi Jet Fusion?
Multi Jet Fusion è una tecnologia basata su polveri, che però non impiega i laser. Il letto di polvere viene riscaldato all’inizio in modo uniforme. Viene poi depositato un agente di fusione nei punti in cui è necessario fondere selettivamente le particelle; un agente di rifinitura viene depositato intorno ai contorni, per migliorare la risoluzione delle parti. Mentre le lampade passano al di sopra della superficie del letto di polvere, il materiale depositato cattura il calore e contribuisce a distribuirlo in modo uniforme.
Il modello 3D
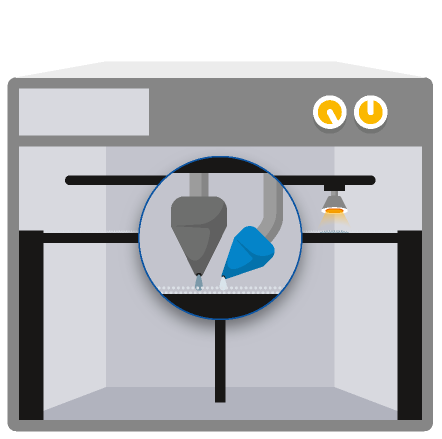
A fusing agent and a detailing agent are jetted to selectively melt powder particles and improve resolution

Lamps pass over the surface constantly, the jetted material captures and distributes the heat
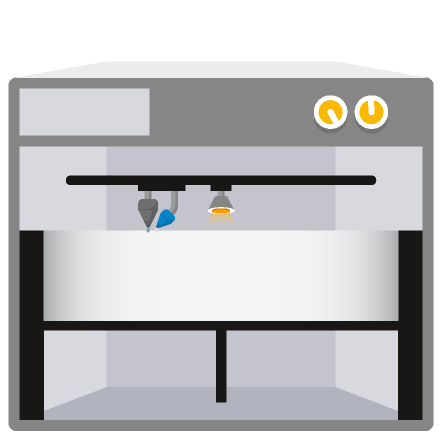
The process continues building up the part layer by layer
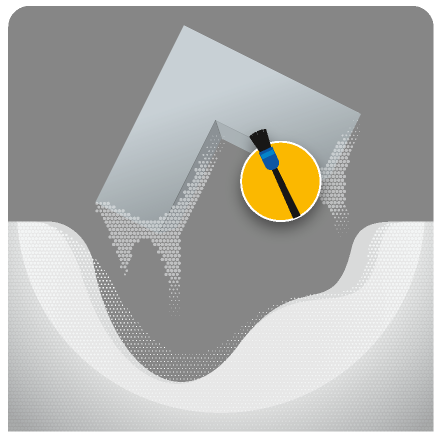
Rimozione della polvere e finitura della parte
La parte è finita