Independientemente de la complejidad de sus diseños, la poliamida es una excelente elección y ofrece una gran versatilidad. Este polvo, que se autosustenta, no requiere estructuras de apoyo y es una gran opción tanto para prototipos totalmente funcionales como para piezas para uso final. El material PA 12 utilizado por la tecnología Multi Jet Fusion cuenta con un grano muy fino, lo que permite obtener piezas con una densidad más elevada y una porosidad más baja que las piezas producidas mediante sinterizado láser. Esta característica también convierte al material PA 12 para MJF en la opción ideal cuando se requiere una resolución superficial más detallada o paredes más delgadas de las que pueden obtenerse mediante sinterización por láser. Algunos de los resultados posibles incluyen texturas rugosas, repujados, grabados o etiquetas.
Obtenga una cotización en línea ¿Tiene alguna duda? Contáctenos
Especificaciones técnicas
| Tiempo de entrega estándar | 5 días laborables (Órdenes en línea y fuera de línea) |
| Precisión estándar | ± 0,3 % (con un límite inferior a ± 0,3 mm) |
| Grosor mínimo de la pared | 1 mm, aunque es posible incluir bisagras con un grosor de 0,5 mm |
| Grosor de la capa | 0,08 mm |
| Dimensiones máximas | 370 x 274 x 375 mm |
| Estructura de la superficie | Las piezas sin terminar suelen tener una superficie lisa, sin capas visibles y con un color gris piedra. Las piezas producidas mediante Multi Jet Fusion pueden pulirse con arena y colorearse o impregnarse. |
Ficha técnica
| Categoría | Medida | Valor | Método |
|---|---|---|---|
| Propiedades generales | Densidad de las piezas | 1,01 g/cm3 | ASTM D792 |
| Propiedades mecánicas | Resistencia a tensión, carga máxima - XY | 48 MPa/6.960 psi | ASTM D638 |
| Resistencia a tensión, carga máxima - Z | 48 MPa/6.960 psi | ASTM D638 | |
| Coeficiente de tensión4 - XY | 1.700 MPa/245 ksi | ASTM D638 | |
| Coeficiente de tensión4 - Z | 1.800 MPa/260 ksi | ASTM D638 | |
| Elongación a la ruptura4 - XY | 20% | ASTM D638 | |
| Elongación a la ruptura4 - Z | 15% | ASTM D638 | |
| Propiedades térmicas | Temperatura de deflección del calor (a 0,45 MPa) - Z | 175 ºC | ASTM D648 |
| Temperatura de deflección del calor (a 1,82 MPa) - Z | 95 ºC | ASTM D648 |
Los valores reales pueden cambiar según las condiciones de fabricación.
Directrices de diseño
Hemos recopilado cientos de sugerencias, trucos y prácticas recomendadas para ofrecerle una sólida base sobre la que empezar a trabajar. Si se ha estado preguntando si este material le permite elaborar piezas que entran en contacto o gravados, o simplemente quiere evitar errores de diseño comunes, consulte esta práctica guía de diseño.
Tipos de acabados
El correcto acabado y color puede transformar una pieza impresa en un producto final. Las piezas fabricadas mediante Multi Jet Fusion presentan un color gris-piedra y una superficie suave directamente al salir de máquina, a las que posteiormenete se puede aplicar un teñido en negro para conseguir piezas totalmente oscuras tanto en el núcleo como en la superficie.
¿Cómo funciona Multi Jet Fusion?
Multi Jet Fusion es una tecnología basada en polvo que no utiliza láser. El lecho de polvo se calienta de forma uniforme en la salida. Se pulveriza un agente fusor en aquellos puntos en los que las partículas tienen que fundirse de forma selectiva. Asimismo, se proyecta un agente de detalle sobre los contornos para mejorar la resolución de la pieza. A medida que las lámparas pasan sobre la superficie del lecho de polvo, el material proyectado captura el calor y éste se contribuye de forma igualada.
El modelo 3D
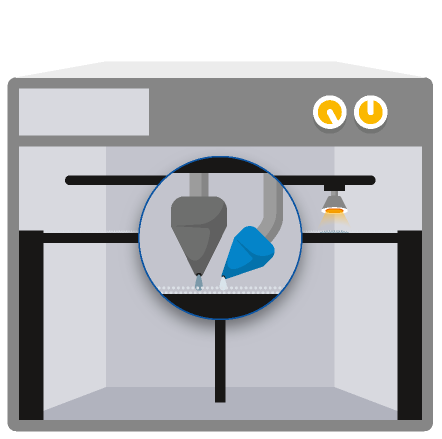
A fusing agent and a detailing agent are jetted to selectively melt powder particles and improve resolution

Lamps pass over the surface constantly, the jetted material captures and distributes the heat
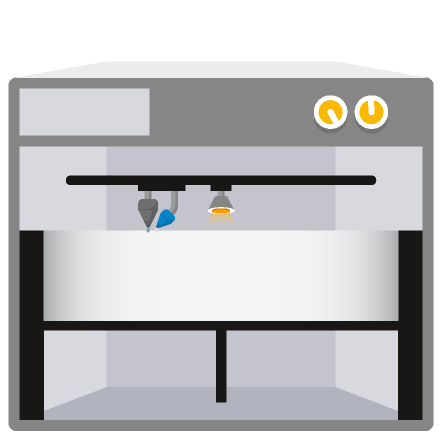
The process continues building up the part layer by layer
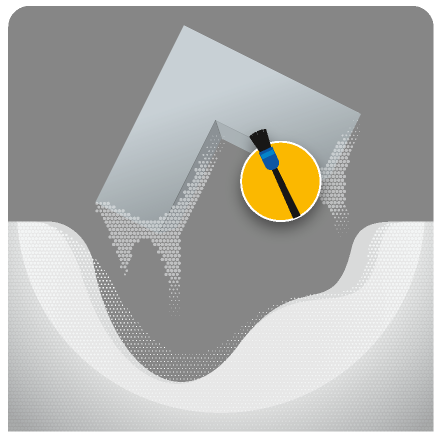
Se elimina el material sobrante
La pieza está terminada