El Ultem 9085 es un novedoso termoplástico resistente, ligero y antiinflamable (pasa prueba UL 94 V0). Gracias a su excelente relación resistencia-pesa y sus magníficas propiedades mecánicas, el Ultem 9085 es adecuado para la producción de componentes de uso final para los sectores aeroespacial y automovilístico. Otras aplicaciones incluyen el desarrollo de prototipos altamente funcionales y las herramientas de producción.
Obtenga una cotización en línea ¿Tiene alguna duda? Contáctenos
Especificaciones técnicas
| Tiempo de entrega estándar | Mínimo 5 días, en función del tamaño de la pieza, número de componentes y grados de acabado (pedidos en línea y fuera de línea) |
| Precisión estándar | ± 0,15 % (con un límite inferior de ± 0,2 mm) |
| Grosor mínimo de la pared | 1,2 mm |
| Grosor de la capa | 0,25 mm |
| Dimensiones máximas de la pieza | 914 x 610 x 914 mm (pedidos fuera de línea) 406 x 355 x 406 mm (pedidos en línea) |
| Estructura de la superficie | Las piezas sin acabar suelen presentar una superficie rugosa, pero es posible aplicar cualquier tipo de acabado superficial. Las piezas producidas mediante FDM pueden pintarse y revestirse. |
Ficha técnica
Ultem 9085 Natural
| MEASUREMENT | VALUE X Y | VALUE Z | STANDARD |
|---|---|---|---|
| Density | 1.27 g/cm³ | ASTM D792 @ 23C | |
| Tensile Strength | 70 MPa | No yield | ASTM D638 |
| Tensile Modulus | 2510 MPa | 2410 MPa | ASTM D638 |
| Elongation at Break | 5.4% | 1.9% | ASTM D638 |
| Flexural Strength at Break | No break | 60MPa | ASTM D790, A |
| Flexural Strength at 5% Strain | 100MPa | - | ASTM D790, A |
| Flexural Modulus | 2400 MPa | 2120 MPa | ASTM D790, A |
| Notched Izod Impact | 88 J/m | 40 J/m | ASTM D256, ASTM D4812 |
| Unnotched Izod Impact | 650 J/m | 187 J/m | ASTM D256, ASTM D4812 |
| Heat Deflection Temperature at 1,81MPa | 173°C | - | ASTM D648 |
| UL Flammability | V-0 | UL Blue Card E345258 | |
| Vertical Burn (Test a (60s), Avg Time to Extinguish) | 3.6 S | <1 S | 14 CFR 25.853(a) |
| Vertical Burn (Test a (60s), Avg Burned Length) | 15 mm | 10mm | 14 CFR 25.853(a) |
| Smoke Density (within 4 minutes, Avg Ds) Flaming | - | 4 | BSS 7238, Rev. C |
| OSU Peak Heat Release (2 minute test) | 43.7 kW-min./m2 | 52.8 kW-min./m2 | 14 CFR 25.853(d) |
Actual values may vary with build condition
Ultem 9085 Black
| MEASUREMENT | VALUE X Y | VALUE Z | STANDARD |
|---|---|---|---|
| Density | 1.27 g/cm³ | ASTM D792 @ 23C | |
| Tensile Strength | 70 MPa | No yield | ASTM D638 |
| Tensile Modulus | 2530 MPa | ASTM D638 | |
| Elongation at Break | 5.4% | 2.1% | ASTM D638 |
| Flexural Strength at Break | No break | ASTM D790, A | |
| Flexural Strength at 5% Strain | 105MPa | - | ASTM D790, A |
| Flexural Modulus | 2470 MPa | ASTM D790, A | |
| Notched Izod Impact | 95 J/m | 37 J/m | ASTM D256, ASTM D4812 |
| Unnotched Izod Impact | 770 J/m | ASTM D256, ASTM D4812 | |
| Heat Deflection Temperature at 1,81MPa | 173°C | - | ASTM D648 |
| Vertical Burn (Test a (60s), Avg Time to Extinguish) | < 1 S | <1 S | 14 CFR 25.853(a) |
| Vertical Burn (Test a (60s), Avg Burned Length) | 30 mm | 38 mm | 14 CFR 25.853(a) |
| Smoke Density (within 4 minutes, Avg Ds) Flaming | 10 | 15 | BSS 7238, Rev. C |
| OSU Peak Heat Release (2 minute test) | 43.7 kW-min./m2 | 52.8 kW-min./m2 | 14 CFR 25.853(d) |
Actual values may vary with build condition
Directrices de diseño
Hemos recopilado cientos de sugerencias, trucos y prácticas recomendadas para ofrecerle una sólida base sobre la que empezar a trabajar. Si se ha estado preguntando si este material le permite elaborar piezas que entran en contacto o gravados, o simplemente quiere evitar errores de diseño comunes, consulte esta práctica guía de diseño.
Tipos de acabados
El correcto acabado y color puede transformar una pieza impresa en un producto final. Tanto si están buscando un acabado funcional diseñado para conseguir acelerar los tiempos de entrega como un acabado estético que permita que su prototipo luzca idéntico al producto final, les invitamos a echar un vistazo a nuestro amplio abanico de opciones disponibles.
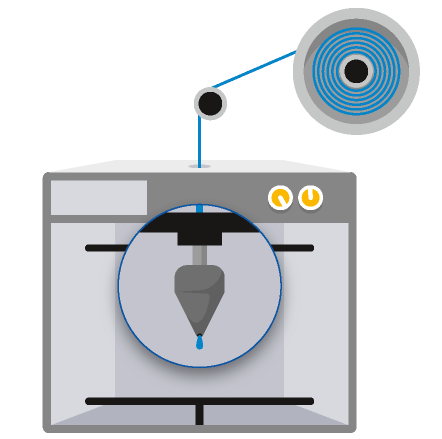
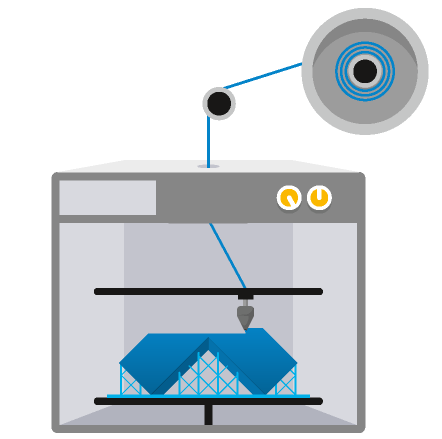
¿Cómo funciona el FDM?
El FDM es una tecnología basada en filamentos en la que un cabezal controlado mediante temperatura extruye de forma precisa un material termoplástico capa a capa sobre una plataforma de construcción. Las estructuras de apoyo se generan cuando son necesarias y se suelen construir con un material soluble en agua.