PA-AF ist eine Mischung als Aluminiumpulver und Polyamide-Pulver, das metallische, nicht poröse Komponenten erzeugt, die problemlos bearbeitet werden können und eine hohe Temperaturbeständigkeit aufweisen (130 °C). Zu den typischen Anwendungen zählen Teile für Windkanaltests in der Automobilindustrie, kleine Produktionsläufe, die Fertigung von Vorrichtungen sowie Modelle für Schulungs- und Demonstrationszwecke mit metallischem Erscheinungsbild.
Technische Daten
| Standardvorlaufzeit | Mindestens 4 Werktage, abhängig von der Größe des Bauteils, Anzahl der Komponenten und dem Grad der Oberflächenendbearbeitung (Offline-Bestellungen) 7 Werktage (Online-Bestellungen) |
| Standardgenauigkeit | ±0,3 % (mit dem unteren Grenzwert bei ±0,3 mm) |
| Schichtstärke | 0,15 mm |
| Mindestwandstärke | 1 mm |
| Minimales Detail | 0,3 mm |
| Mindestabstand | 0,5 mm zwischen zu montierenden Bauteilen 0,6 mm zwischen den Hüllen eines ineinandergreifenden Bauteils |
| Maximale Bauteilabmessungen | 630 x 330 x 550 mm (Online- und Offline-Bestellungen) |
| Ineinandergreifende oder eingeschlossene Bauteile? | Ja |
| Oberflächenstruktur | Unfertige Bauteile weisen in der Regel eine körnige Oberfläche auf, können aber auf jede erdenkliche Art durch feine Oberflächenendbearbeitung veredelt werden. Lasergesinterte Bauteile können sandgestrahlt, geglättet, gefärbt, lackiert oder beschichtet werden |
Datenblatt
| MESSUNG | WERT | STANDARD |
|---|---|---|
| Dichte | 1,36 ±0,05 g/cm³ | |
| Zugfestigkeit | 48 ±3 MPa | DIN EN ISO527 |
| Zugmodul | 3.800 ±150 MPa | DIN EN ISO527 |
| Biegemodul | 3.600 ±150 MPa | DIN EN ISO178 |
| Charpy – Schlagzähigkeit | 29 ±2 kJ/m² | DIN EN ISO179 |
| Charpy – Kerbschlagzähigkeit | 4,6 ±0,3 kJ/m² | DIN EN ISO179 |
| Shore D-Härte | D 76 ±2 | DIN 53505 |
| Formbeständigkeit gegenüber Wärme | 130 °C | ASTM D648 @ 1,82 MPa |
| Bruchdehnung | 3,5 ±1 % | DIN EN ISO527 |
Tatsächliche Werte können je nach Baubedingungen abweichen
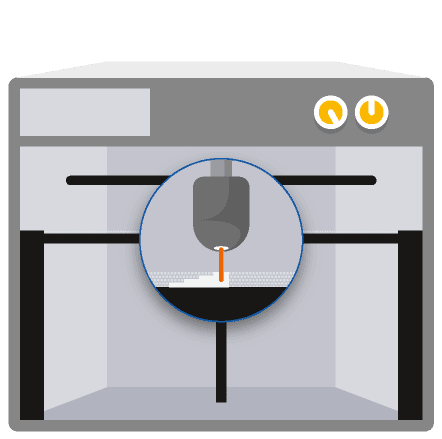
Lasersintern – Wie funktioniert es?
Lasersintern ist eine laserbasierte Technologie, die solide Pulvermaterialien verwendet, in der Regel Kunststoffe. Ein computergesteuerter Laserstrahl bindet die Partikel im Pulverbett selektiv, indem die Pulvertemperatur über die Glasübergangstemperatur hinaus erhöht wird, bei der benachbarte Partikel ineinander fließen. Da das Pulver selbsttragend ist, sind keine Stützstrukturen erforderlich.