AlSi10Mg to stop aluminium łączący dobrą wytrzymałość i właściwości termiczne z lekką masą i elastycznymi możliwościami przetwarzania końcowego. Z tego powodu jest to często stosowany materiał w motoryzacji, lotnictwie i automatyce. Zastosowania obejmują obudowy, przewody, części silnikowe, narzędzia produkcyjne i formy, zarówno do prototypowania, jak i w celach produkcyjnych.
Parametry techniczne
| Standardowy czas realizacji | Co najmniej 10 dni roboczych, w zależności od wielkości części, liczby podzespołów i stopnia wykończenia (zamówienia online i offline) |
| Standardowa dokładność | ±0,2% (z dolną granicą ±0,2 mm) |
| Minimalna grubość ściany | 0.5 mm |
| Grubość warstwy | 0.03 – 0.1 mm |
| Minimalna grubość ścianki | 1 mm (Klasa Standard) 0.5 mm (Klasa Performance) |
| Blokujące się lub zamknięte części? | Nie |
| Maksymalne wymiary części | 500 x 280 x 315 mm (zamówienia offline) 440 x 220 x 315 mm (zamówienia online) |
| Struktura powierzchni | Surowe wydruki zazwyczaj mają szorstką powierzchnię, jednak dzięki różnym stopniom wykończenia można uzyskać pożądaną gładkość |
NOWOŚĆ: Klasy Standard i Performance
Dostosuj poziom jakości i wydajności produkcji indywidualnie do każdego projektu.

Standard
Wszechstronne rozwiązanie
Liczy się technologia
- Standardowe wymagania jakościowe w branży
- Rozwiązanie idealne do prototypów i prostych części końcowych
- Kontrola formy, dopasowania i funkcji
- Wytrzymałość i gęstość podobne do części odlewanych
- Możliwość składania zamówień drogą internetową i tradycyjną

Performance
Specjalista
Do złożonych procesów produkcyjnych
- Rozwiązanie idealne do złożonych części metalowych przeznaczonych do modułów automatycznych
- Zastosowanie w trudnych warunkach
- Nadaje się do produkcji seryjnej
- Większa wytrzymałość i gęstość niż w przypadku odlewów
- Raporty ze specjalistycznych testów jakości dostępne według specyfikacji klienta
- Możliwość składania zamówień drogą internetową i tradycyjną
Poniższe zestawienie porównuje właściwości dwóch klas materiału. Chcesz wiedzieć, która klasa jest dla Ciebie odpowiednia? Opowiedz nam o swoim projekcie >
Karta charakterystyki
| POMIAR | Klasa Standard | Klasa Performance | Standard |
|---|---|---|---|
| Gęstość | >2.59 g/cm³ | >2.65 g/cm³ | WGE-Prod-067EN |
| Gęstość względna | >97.0% | >99.0% | WGE-Prod-067EN |
| Wytrzymałość na rozciąganie | >250 MPa | >300 MPa | DIN EN ISO 6892-1:2009 |
| Granica plastyczności | >180 MPa | >190 MPa | DIN EN ISO 6892-1:2009 |
| Współczynnik sprężystości podłużnej | 70 GPa | 70 GPa | DIN EN ISO 6892-1:2009 |
| Wydłużenie przy zerwaniu | >1.0% | >2.0% | DIN EN ISO 6892-1:2009 |
| Szorstkość Ra | <20 µm | <16 µm | ISO 4287 / AITM 1-00070 |
| Szorstkość Rz | <80 µm | <70 µm | ISO 4287 / AITM 1-00070 |
| Twardość | >80 HV | >100 HV | ISO 6597-1:03-2006 |
Faktyczne wartości mogą się różnić w zależności od warunków produkcji
Silná pnutí způsobená geometrií dílu mohou způsobit narušení dílu, což může vést k větší odchylce. Hodnoty drsnosti povrchu jsou v závislosti na orientaci nebo povrchu. Povrchy směřující dolů a povrchy s podkladem budou drsnější.
Wartości reprezentują stan wydrukowany. Bez obróbki cieplnej odprężającej. Obróbka cieplna odprężająca będzie miała wpływ na właściwości mechaniczne.
Wytyczne dotyczące projektowania
Zebraliśmy godne polecenia wskazówki, umożliwiające skuteczne rozpoczęcie pracy. Jeśli chcesz wiedzieć, jaki rodzaj części można zastosować dla tego materiału lub jeśli chcesz uniknąć częstych błędów podczas projektowania, przeczytaj nasz poradnik dotyczący projektowania.
Opcje wykończenia
Odpowiedni kolor oraz opcja wykończenia przekształcają wydruk w produkt. Dla druku 3D w metalu, możliwości opcji wykończenia obejmują zarówno podstawowe usuwanie materiału podporowego, opcję wykończenia matowego poprzez wygładzanie elektrolityczne dla uzyskania błyszczącej powierzchni jak i obróbki mechanicznej dla wysokich wymagań wymiarowych.
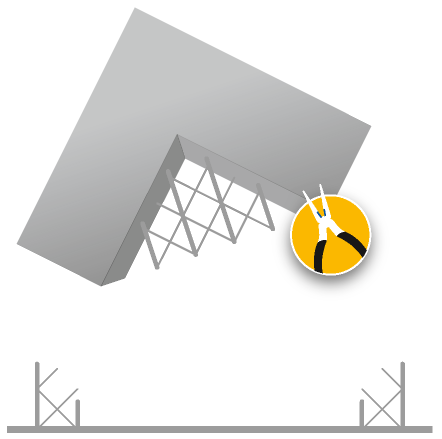
Jak działa druk 3D w metalu?
Druk 3D w metalu to technologia laserowa, która stosuje metal w proszku. Podobnie do spiekania laserowego laser o dużej mocy selektywnie stapia cząsteczki metalu, rozprowadzane warstwowo w komorze roboczej. Konstrukcje podporowe są tworzone automatycznie i jednocześnie z tego samego materiału, a następnie są usuwane ręcznie. Po zakończeniu część przechodzi proces obróbki cieplnej.