AlSi10Mg ist eine Aluminiumlegierung, die gute thermische und Festigkeitseigenschaften sowie ein geringes Gewicht aufweist und flexible Nachbearbeitungsmöglichkeiten bietet. Aus diesem Grund wird es häufig in der Automobilbranche, in der Luft- und Raumfahrt sowie in der Fertigung eingesetzt. Zu den Anwendungsbereichen zählen Gehäuse, Leitungsführungsanlagen, Motorteile, Produktionswerkzeuge und Gussformen, sowohl für Prototyping als auch für Fertigung.
Technische Daten
| Standardvorlaufzeit | Mindestens 10 Werktage, abhängig von der Größe des Bauteils, Anzahl der Komponenten und dem Grad der Oberflächenendbearbeitung (Online- und Offline-Bestellungen) |
| Standardgenauigkeit | Gemäß DCTG 8 aus DIN EN ISO 8062-3: 2008-09 für Abmessungen zwischen 30 und 400 mm, DCTG 6 für Abmessungen von bis zu 30 mm und DIN ISO 2768 -1 g (grob) für Abmessungen zwischen 3 und 400 mm. (Weitere Informationen und Toleranzgrade finden Sie in den Konstruktionsrichtlinien) |
| Schichtstärke | 0,03 – 0,1 mm |
| Mindestwandstärke | 1 mm (Güteklasse Standard) / 0,5 mm (Güteklasse Performance) |
| Minimale Detailgröße | 0,5 mm |
| Maximale Bauteilabmessungen | 500 x 280 x 315 mm (Offline-Bestellungen) 440 x 220 x 315 mm (Online-Bestellungen) |
| Ineinandergreifende oder eingeschlossene Bauteile? | Nein |
| Oberflächenstruktur | Unfertige Bauteile haben in der Regel eine grobe Oberflächenbeschaffenheit, aber mit verschiedenen Nachbearbeitungsgraden lassen sich weiche Oberflächen erzielen |
NEU: Güteklassen Standard und Performance
Jetzt können Sie beim Metall-3D-Druck zwischen zwei Klassen wählen. Bestimmen Sie das richtige Gleichgewicht aus Leistung und Effizienz für jedes Projekt.

Standard
- Qualitätsanforderungen gemäß dem Branchenstandard
- Ideal für Prototypen und einfache Fertigteile
- Form-, Eignungs- und Funktionsprüfung
- Stärke und Dichte ähnlich der von Gussteilen
- Verfügbar für Online- und Offline-Bestellungen

Performance
- Ideal für komplexe Metallteile für das Metallfräsen von Achsen
- Anwendungen in anspruchsvollsten Umgebungen
- Geeignet für die Serienproduktion
- Leistungsstärkere Stärke und Dichte als bei Gussteilen
- Spezialisierte Qualitätsprüfungsberichte
- Verfügbar für Online- und Offline-Bestellungen
Einen Vergleich der Eigenschaften beider Güteklassen entnehmen Sie dem Datenblatt Welche Güteklasse ist für Ihre Anwendung optimal? Worum geht es bei Ihrem Projekt? >
Datenblatt
| MESSUNG | GÜTEKLASSE STANDARD | GÜTEKLASSE PERFORMANCE | ASTM / PROZEDUR |
|---|---|---|---|
| Dichte | > 2,59 g/cm³ | > 2,65 g/cm³ | WGE-Prod-067EN |
| Relative Dichte | > 97,0% | > 99,0% | WGE-Prod-067EN |
| Zugfestigkeit | > 250 MPa | > 300 MPa | DIN EN ISO 6892-1:2009 |
| Streckgrenze | > 180 MPa | > 190 MPa | DIN EN ISO 6892-1:2009 |
| Elastizitätsmodul | 70 GPa | 70 GPa | DIN EN ISO 6892-1:2009 |
| Bruchdehnung | > 1.0 % | > 2,0 % | DIN EN ISO 6892-1:2009 |
| Mittenrauwert Ra | < 20 µm | < 16 µm | ISO 4287 / AITM 1-00070 |
| Rautiefe Rz | < 80 µm | < 70 µm | ISO 4287 / AITM 1-00070 |
| Härte | > 80 HV | > 100 HV | ISO 6597-1:03-2006 |
Je nach Baubedingungen können die tatsächlichen Werte abweichen.
Starke Zugspannung aufgrund der Bauteilgeometrie können zu Bauteilverzug und damit zu größeren Abweichungen führen. Die Werte für Oberflächenrauheit sind abhängig von Ausrichtung bzw. Oberfläche. Überhangflächen und Flächen mit Supports sind rauer.
Die Werte entsprechen dem Zustand direkt nach dem 3D-Druck. Kein Spannungsarmglühen. Spannungsarmglühen wirkt sich auf die mechanischen Eigenschaften aus.
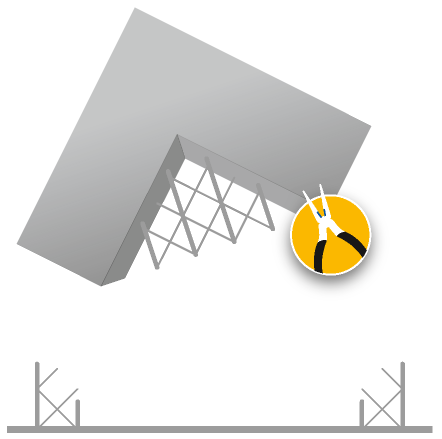
3D-Metalldruck – Wie funktioniert es?
3D-Metalldruck ist eine laserbasierte Technologie, die Metallpulver verwendet. Ähnlich wie beim Lasersintern verbindet ein leistungsstarker Laser Partikel selektiv miteinander im Pulverbett, während die Maschine gleichmäßige Schichten aus Metallpulver verteilt. Stützstrukturen werden automatisch generiert, gleichzeitig in demselben Material aufgebaut und später manuell entfernt. Nach der Fertigstellung wird das Bauteil einer Wärmebehandlung unterzogen.