Inconel 718 wykazuje znakomitą odporność termiczną sięgającą 700°C, a dodatkowo nie ulega utlenianiu ani korozji. Jest też bardzo wytrzymały — wykazuje bardzo dobrą odporność na zginanie, rozciąganie i odkształcanie przy długotrwałym obciążeniu (pełzanie). Inconel drukowany w 3D zachowuje wytrzymałość w bardzo dużym zakresie parametrów termicznych, dzięki czemu IN718 doskonale nadaje się do zastosowań, w których występują skrajne temperatury — zarówno dodatnie (np. w turbinach i częściach silnikowych), jak i ujemne (np. w instalacjach kriogenicznych). Inconel świetnie sprawdza się w lotnictwie i motoryzacji, gdzie jest często używany do produkcji kanałów, przewodów, zaworów i wymienników ciepła.
Poproś o ofertę cenową przez Internet Masz pytania? Skontaktuj się z nami
Dane techniczne
| Standardowy czas realizacji | Co najmniej 10 dni roboczych, w zależności od wielkości części, liczby podzespołów i stopnia wykończenia (zamówienia online i offline) |
| Standardowa dokładność | ±0,2% (z dolną granicą ±0,2 mm) |
| Minimalna grubość ściany | 0.5 mm |
| Grubość warstwy | 0.03 – 0.1 mm |
| Minimalna grubość ścianki | 1 mm (Klasa Standard) 0.5 mm (Klasa Performance) |
| Blokujące się lub zamknięte części? | Nie |
| Maksymalne wymiary części | 250 x 250 x 280 mm (zamówienia offline) 220 x 220 x 250 mm (zamówienia online) |
| Struktura powierzchni | Surowe wydruki zazwyczaj mają szorstką powierzchnię, jednak dzięki różnym stopniom wykończenia można uzyskać pożądaną gładkość |
Karta danych
| POMIAR | Klasa Standard | ASTM/PROCEDURE |
|---|---|---|
| Gęstość | >8.07 g/cm³ | WGE-Prod-067EN |
| Gęstość względna | >99% | WGE-Prod-067EN |
| Wytrzymałość na rozciąganie | >940 MPa | DIN EN2002-1 |
| Granica plastyczności | >750 MPa | DIN EN2002-1 |
| Współczynnik sprężystości podłużnej | 220 GPa | DIN EN2002-1 |
| Wydłużenie przy zerwaniu | >8% | DIN EN2002-1 |
| Szorstkość Ra | <15 µm | ISO 4287 / AITM 1-00070 |
| Szorstkość Rz | <60 µm | ISO 4287 / AITM 1-00070 |
| Twardość | >300 HV | ISO 6597-1:03-2006 |
Faktyczne wartości mogą się różnić w zależności od warunków drukowania
Silne naprężenia wynikające z geometrii części mogą powodować zniekształcenia skutkujące większą odchyłką. Wartości chropowatości powierzchni zależą od rodzaju powierzchni i kierunku. Powierzchnie skierowane do dołu oraz podparte będą bardziej szorstkie.
Wartości reprezentują stan poddany obróbce cieplnej odprężającej.
Wytyczne dotyczące projektowania
Zebraliśmy godne polecenia wskazówki, umożliwiające skuteczne rozpoczęcie pracy. Jeśli chcesz wiedzieć, jaki rodzaj części można zastosować dla tego materiału lub jeśli chcesz uniknąć częstych błędów podczas projektowania, przeczytaj nasz poradnik dotyczący projektowania.
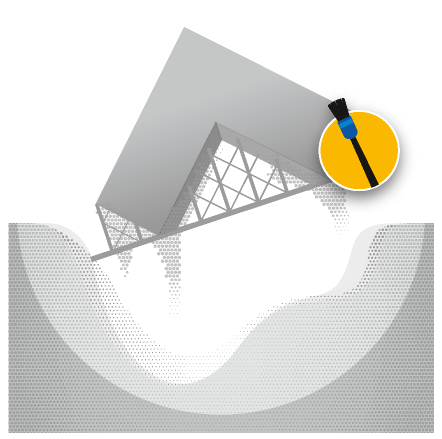
Opcje wykończenia
Odpowiedni kolor oraz opcja wykończenia przekształcają wydruk w produkt. Dla druku 3D w metalu, możliwości opcji wykończenia obejmują zarówno podstawowe usuwanie materiału podporowego, opcję wykończenia matowego poprzez wygładzanie elektrolityczne dla uzyskania błyszczącej powierzchni jak i obróbki mechanicznej dla wysokich wymagań wymiarowych.
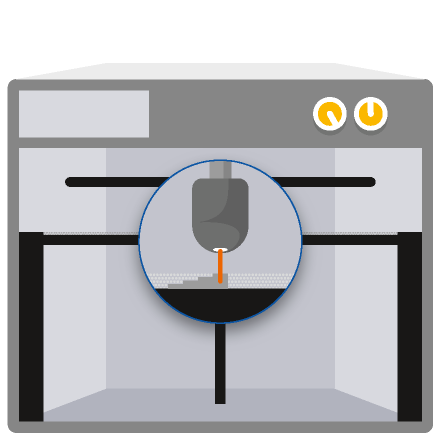
Jak działa druk 3D w metalu?
Druk 3D w metalu to technologia laserowa, która stosuje metal w proszku. Podobnie do spiekania laserowego laser o dużej mocy selektywnie stapia cząsteczki metalu, rozprowadzane warstwowo w komorze roboczej. Konstrukcje podporowe są tworzone automatycznie i jednocześnie z tego samego materiału, a następnie są usuwane ręcznie. Po zakończeniu część przechodzi proces obróbki cieplnej.