Als festes Material hat Polyamidepulver den Vorteil, dass es die generierten Produktabschnitte selbst trägt. Dadurch sind Stützstrukturen überflüssig. Polyamide ermöglichen die Produktion vollständig funktionaler Prototypen oder Funktionsteile mit hohem mechanischen oder thermischen Widerstand. Polyamide-Teile haben eine hervorragende Langzeitstabilität und sind widerstandsfähig gegenüber den meisten Chemikalien. Sie können außerdem imprägniert werden. Das von Materialise verwendete PA-Material ist unter bestimmten Bedingungen als biokompatibel und lebensmittelsicher zertifiziert.
Technische Daten
| Standardvorlaufzeit | Mindestens 4 Werktage, abhängig von der Größe des Bauteils, Anzahl der Komponenten und dem Grad der Oberflächenendbearbeitung (Offline-Bestellungen) 5 Werktage (Online-Bestellungen) 2 Werktage (für Modelle mit dem Fast-Lane-Service) |
| Standardgenauigkeit | ±0,3 % (mit dem unteren Grenzwert bei ±0,3 mm) |
| Schichtstärke | 0,12 mm |
| Mindestwandstärke | 1 mm, Filmscharniere sind jedoch schon bei 0,3 mm möglich |
| Minimale Detailgröße | 0,3 mm |
| Mindesabstand | 0,6 mm zwischen Teilen, die zusammengebaut werden müssen 0,5 – 0,6 mm zwischen Shells eines ineinandergreifenden Teils |
| Maximale Bauteilabmessungen | 630 x 330 x 550 mm (Online- und Offline-Bestellungen) 200 x 100 x 100 mm (für Modelle mit dem Fast-Lane-Service) |
| Ineinandergreifende oder eingeschlossene Bauteile? | Ja |
| Oberflächenstruktur | Unfertige Bauteile weisen in der Regel eine körnige Oberfläche auf, können aber auf jede erdenkliche Art durch feine Oberflächenendbearbeitung veredelt werden. Lasergesinterte Bauteile können sandgestrahlt, geglättet, gefärbt, lackiert oder beschichtet werden |
Datenblatt
| MESSUNG | WERT | STANDARD |
|---|---|---|
| Dichte | 0,95 ±0,03 g/cm³ | |
| Zugfestigkeit | 48 ±3 MPa | DIN EN ISO527 |
| Zugmodul | 1.650 MPa | DIN EN ISO527 |
| Biegefestigkeit | 41 MPa | D790 |
| Bruchdehnung | 20 ±5 % | DIN EN ISO527 |
| Biegemodul | 1.500 N/mm² | DIN EN ISO178 |
| Charpy – Schlagzähigkeit | 53 ±3,8 kJ/m² | DIN EN ISO179 |
| Charpy – Kerbschlagzähigkeit | 4,8 ±0,3 kJ/m² | DIN EN ISO179 |
| Izod - Kerbschlagzähigkeit | 4,4 ±0,4 kJ/m² | DIN EN ISO180 |
| Kugeldruckhärte | 77,6 ±2 | DIN EN ISO2039 |
| Shore D-Härte | D 75 ±2 | DIN 53505 |
| Formbeständigkeit gegenüber Wärme | 86 °C | ASTM D648 @ 1,82 MPa |
Tatsächliche Werte können je nach Baubedingungen abweichen
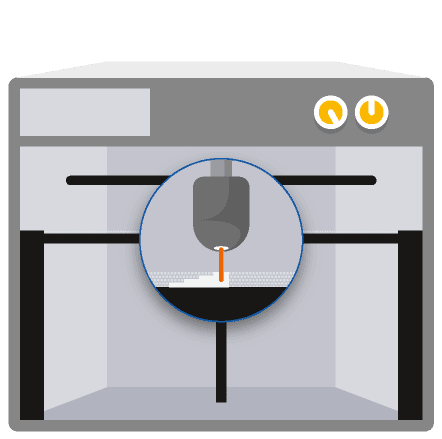
Lasersintern – Wie funktioniert es?
Lasersintern ist eine laserbasierte Technologie, die solide Pulvermaterialien verwendet, in der Regel Kunststoffe. Ein computergesteuerter Laserstrahl bindet die Partikel im Pulverbett selektiv, indem die Pulvertemperatur über die Glasübergangstemperatur hinaus erhöht wird, bei der benachbarte Partikel ineinander fließen. Da das Pulver selbsttragend ist, sind keine Stützstrukturen erforderlich.
")
")
