PerFORM erzeugt starke, steife Teile mit hohem Wärmewiderstand, die sich für Windkanaltests für Anwendungen in der Luft- und Raumfahrt sowie Automobilindustrie eignen. Es zeigt eine hervorragende Seitenwandqualität sowie exzellente Detailauflösung, sodass es sich ideal für Metallgalvanisierung sowie für Rapid Tooling für Spritzguss eignet. Zu den Anwendungen zählen Windkanaltests, Hochtemperaturtests, Automobilgehäuse, elektronische Gehäuse und Werkzeuge für Spritzguss.
Technische Daten
| Standardvorlaufzeit | Mindestens 3 Werktage, abhängig von der Größe des Bauteils, Anzahl der Komponenten und dem Grad der Oberflächenendbearbeitung |
| Standardgenauigkeit | ±0,2 % (mit dem unteren Grenzwert bei ±0,2 mm) |
| Schichtstärke | 0,1 mm |
| Mindestwandstärke | 1 – 3 mm (je nach Bauteilabmessungen) |
| Maximale Bauteilabmessungen | 500 x 500 x 568 mm Die maximalen Bauteilabmessungen können je nach ausgewähltem Material und Geometrie variieren |
| Ineinandergreifende oder eingeschlossene Bauteile? | Nein |
| Oberflächenstruktur | Unfertige Bauteile haben in der Regel sichtbare Aufbauschichten auf der Oberfläche, aber mit Nachbearbeitungen lassen sich unterschiedliche Effekte erzielen, von Hochglanz bis zu groben Strukturen. Stereolithographie-Bauteile können sandgestrahlt, lackiert, bedeckt und beschichtet werden |
Datenblatt
| MESSUNG | WERT | STANDARD |
|---|---|---|
| Dichte | 1,61 g/cm³ | @ 25 °C |
| Zugfestigkeit | 68 MPa | ASTM D638M |
| Zugmodul | 10.500 MPa | ASTM D638M |
| Bruchdehnung | 1,1% | ASTM D638M |
| Biegemodul | 10.000 MPa | ASTM D790M |
| Biegefestigkeit | 120 MPa | ASTM D790M |
| Schlagzähigkeit (gekerbt) | 17 J/m | ASTM D256A |
| Wasseraufnahme | 0,2 % | ASTM D570-98 |
| Formbeständigkeit gegenüber Wärme | 132 °C 82 °C |
ASTM D648-98c @ 0,46 MPa @ 1,82 MPa |
Tatsächliche Werte können je nach Baubedingungen abweichen
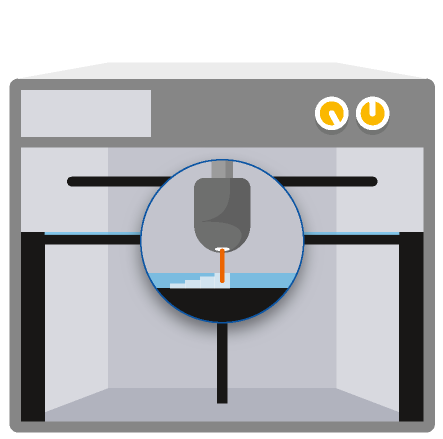
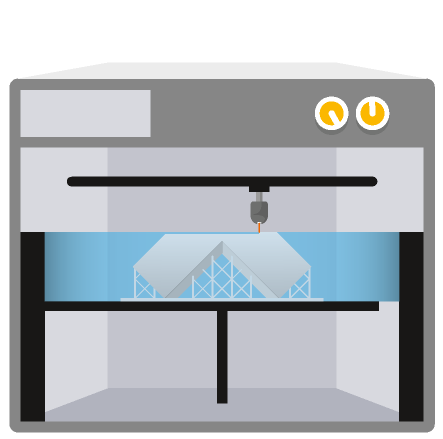
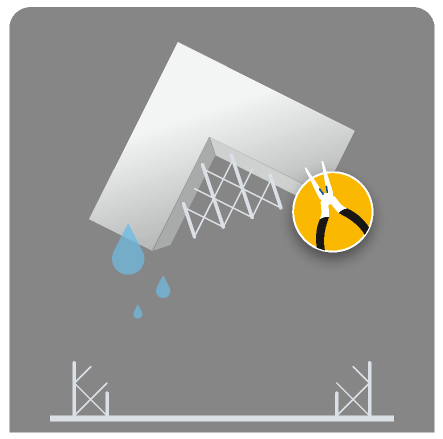
Stereolithographie – Wie funktioniert es?
Stereolithographie ist eine laserbasierte Technologie, die ein UV-empfindliches Flüssigharz verwendet. Ein UV-Laserstrahl scannt die Oberfläche des Harzes und härtet das Material selektiv entsprechend einem Querschnitt des Produkts, wodurch das 3D-Teil von unten nach oben aufgebaut wird. Die erforderlichen Stützelemente für Überhänge und Hohlräume werden automatisch generiert und später manuell entfernt.